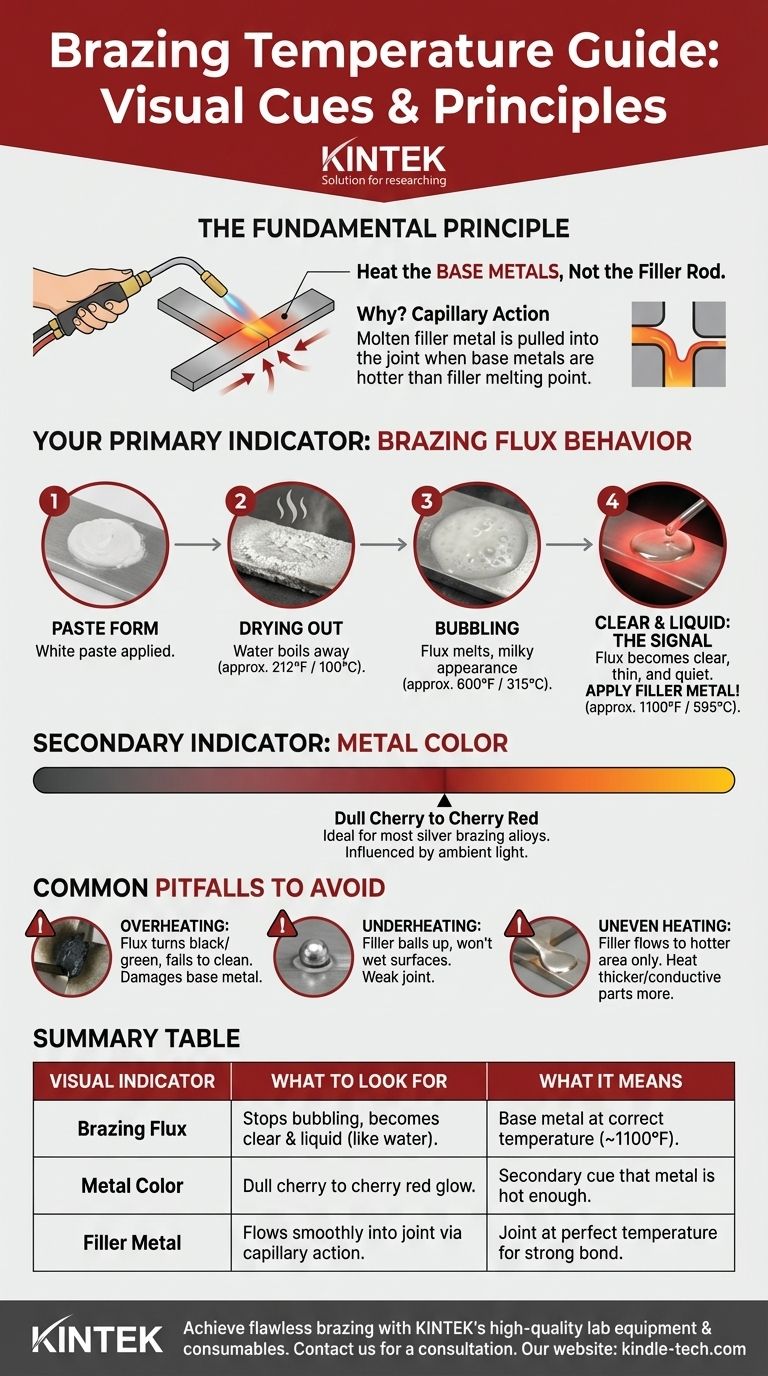
确定正确的钎焊温度是一个观察问题,而不是猜测。 最可靠的视觉指示剂是钎焊助焊剂。当涂在工件上的助焊剂停止起泡并变得完全清澈、呈液体状(像水一样)时,基体金属就达到了接受填充金属的适当温度。
钎焊的核心原则是加热基体金属,而不是焊丝。接头本身必须足够热,以便在接触时熔化填充金属,使毛细作用力将其吸入以形成牢固的粘接。您的助焊剂是您拥有的最准确的温度计。
基本原理:让基体金属起作用
钎焊会产生强大的冶金结合,但这只有在温度和加热过程得到正确管理时才会发生。理解过程背后的“原因”至关重要。
为什么温度是关键
成功的钎焊依赖于毛细作用力,即将熔融的填充金属拉入工件之间狭窄间隙的力。只有当基体金属的表面温度高于填充金属的熔点时,这才能发生。
如果基体金属太冷,焊丝只会因焊枪的热量而熔化,聚集成团,无法流入接头。这将导致粘接力弱且没有渗透。
焊枪的作用
焊枪的目的是均匀彻底地加热基体金属。您绝不应该将火焰直接对准焊丝以熔化它。
将基体金属想象成平底锅,将填充金属想象成黄油。您加热平底锅,平底锅将黄油均匀地熔化在其表面。您绝不会用喷枪对准一小块黄油,试图涂抹一个冷的平底锅。

读取视觉提示:助焊剂和颜色
您的眼睛是衡量温度的最佳工具。您必须学会读取两个主要指示:助焊剂的状态和被加热金属的颜色。
您的主要指示:钎焊助焊剂的行为
助焊剂是您最可靠的指南。随着加热,它会经历几个明显的视觉阶段,为正确的钎焊温度提供了清晰的路线图。
- 糊状: 助焊剂以白色糊状物形式施加。
- 干燥: 随着加热,助焊剂中的水分蒸发(约 212°F / 100°C),留下干燥、结壳的白色涂层。
- 起泡: 随着温度进一步升高(约 600°F / 315°C),助焊剂将开始起泡和熔化,呈现乳白色。
- 清澈和液体: 最后,当金属接近钎焊温度(约 1100°F / 595°C)时,助焊剂将变得完全清澈、稀薄且平静。它看起来会像金属上的一层水。这是施加填充金属的信号。
您的次要指示:金属的颜色
被加热金属的可见颜色也是一个有用的指标,尽管精度较低。它的外观可能会受到工作环境中环境光的影响。
对于大多数常见的银钎焊合金,您需要看到金属发出暗樱桃色到樱桃红色的光芒。如果金属呈亮橙色或黄色,则可能已经远远超过了必要的温度。
应避免的常见陷阱
达到正确的温度是一种平衡行为。过热和加热不足都会损害接头的完整性。
过热的危险
施加过多的热量是一个常见的错误,可能会毁坏您的工作。
过热会破坏助焊剂,使其变黑或变绿。此时,它会失去清洁金属和保护其免受氧化(防止填充物流动)的能力。它还可能损坏基体金属本身。
加热不足的问题
如果接头不够热,填充金属将不会“润湿” 表面。它将拒绝流入接头,而是聚集在您施加它的表面上。这会形成一个缺乏真正钎焊接头的强度的弱接头。
加热不均的错误
待连接的两个部件必须同时达到目标温度。如果一个部件比另一个部件热,填充金属将完全流向较热的区域,使接头的较冷一侧得不到填充物。
在连接不同厚度或类型的金属(例如铜到钢)时,始终将更多热量集中在较厚或导热性较高的部件上。
您的下一次钎焊的实用清单
使用这些指南来诊断问题并确保成功的结果。
- 如果填充金属聚集成团且不流动: 您的基体金属不够热。取出焊丝,继续加热基体金属,直到助焊剂完全清澈呈液体状,然后重新引入焊丝。
- 如果在施加填充物之前助焊剂变黑: 您正在使接头过热。移开热源,让接头稍微冷却,然后用更柔和的火焰更慢地接近目标温度。
- 如果您正在钎焊异种金属(例如铜与钢): 将大部分热量集中在导热性较高的金属(本例中为铜)上,以确保两个部件同时达到温度。
相信助焊剂,加热部件而不是焊丝,您将获得完美的钎焊接头。
摘要表:
| 视觉指示剂 | 要查找的内容 | 含义 |
|---|---|---|
| 钎焊助焊剂 | 停止起泡,变得像水一样清澈和液体状。 | 基体金属达到正确的钎焊温度(约 1100°F / 595°C)。 |
| 金属颜色 | 暗樱桃色到樱桃红色光芒。 | 次要指示,表明金属足够热(适用于银钎焊)。 |
| 填充金属 | 通过毛细作用力平稳流入接头。 | 接头处于实现牢固粘接的完美温度。 |
使用正确的设备和专业知识,每次都能实现完美、高强度的钎焊接头。
KINTEK 专注于为您所有的热处理需求提供高质量的实验室设备和耗材。无论您从事研发、制造还是维护工作,我们的钎焊枪、熔炉和温度控制解决方案都旨在提供精度和可靠性。
让我们帮助您优化钎焊工艺,以获得卓越的结果。立即联系我们的专家 进行个性化咨询,了解 KINTEK 如何支持您的实验室取得成功。
图解指南