从本质上讲,炉式钎焊是一种金属连接工艺,其中组件与填充金属组装,并在受控气氛的炉中加热。炉子将整个组件加热到熔化填充金属但不会熔化基体组件的温度。熔融的填充金属通过毛细作用力被吸入零件之间的紧密间隙中,冷却后凝固,形成牢固、永久且通常防泄漏的冶金结合。
炉式钎焊不仅仅是加热金属。它是一个高度受控的半自动化过程,专为可扩展性和精度而设计,能够同时为数千个牢固、清洁的接头,特别是对于复杂组件或对氧敏感的材料。
炉式钎焊工艺分步解析
要了解炉式钎焊如何实现其结果,最好将其分解为不同的阶段。每一步对于最终结合的完整性都至关重要。
步骤 1:组件准备和组装
在加热之前,必须彻底清洁组件,以去除任何可能干扰结合的油污、氧化物或污染物。
然后将钎焊填充金属(通常以膏状、线材或预成型垫片的形式)施加到接头区域。然后将零件固定在一起,以保持其位置并确保紧密、一致的间隙。
步骤 2:受控加热循环
将组装好的零件放入炉中。然后控制炉内气氛——通过产生真空或引入特定气体——以在基体金属升温时防止氧化。
然后,炉子将整个组件均匀加热到指定的钎焊温度。该温度高于填充金属的熔点,但低于待连接组件的熔点。
步骤 3:填充金属流动(毛细作用力)
一旦达到钎焊温度,填充金属就会熔化并变成液体。由于组件之间存在紧密间隙,一种称为毛细作用力的现象会自动将熔融的填充金属吸入接头中。
这种作用确保间隙被完全填充,从而在表面之间形成完整、连续的结合。
步骤 4:冷却循环
在设定的保持温度时间后,以受控方式冷却组件。这使得填充金属凝固,形成最终的、牢固的钎焊接头。
可以调整冷却速率以实现成品组件中特定的材料特性,例如硬度。冷却到安全温度后,将零件从炉中取出。

炉式钎焊的主要类型
并非所有的炉式钎焊都一样。炉的选择完全取决于所连接的材料和所需产量。
批量炉(真空)钎焊
这种方法涉及将一批零件装入炉中,密封腔室,然后抽出空气以产生真空。这是防止氧化的终极方法。
真空钎焊对于连接高反应性材料(如不锈钢、钛和高温合金)至关重要。由于抽真空和冷却循环,该过程非常耗时,但能产生极其清洁和牢固的接头。
连续(传送带)炉式钎焊
连续炉的操作有一个传送带,将零件穿过不同的温度区域。零件在一端装载,穿过预热区、高温钎焊区和冷却区,然后在另一端退出。
这种方法非常适合高产量生产反应性较低的材料,如碳钢。对于批量生产钎焊接头组件来说,这是一个非常高效且经济的过程。
了解权衡
尽管炉式钎焊功能强大,但它是一种特定的工具,具有自身的一系列限制,必须与其优点进行权衡。
高初始投资
钎焊炉,尤其是大型真空炉,代表着大量的资本支出。这使得该工艺更适合成熟的生产线,而不是一次性的原型制作。
较长的工艺时间
批次式炉式钎焊不是一个瞬时过程。加热、浸渍和冷却循环可能需要数小时,这比焊接等单件连接方法要慢。
热变形的可能性
由于整个组件都被加热和冷却,存在热膨胀和收缩引起变形的风险。这必须通过适当的零件设计和夹具来管理。
材料温度限制
基体材料必须能够承受钎焊温度而不受损坏。这使得炉式钎焊不适用于熔点较低或在所需热量下会发生不良变化的金属。
为您的目标做出正确的选择
选择正确的钎焊方法对于项目的成功至关重要。您的选择应由您的材料、产量和质量要求来决定。
- 如果您的主要重点是对非反应性零件进行批量生产:连续传送带炉式钎焊提供了最具成本效益和最高效的解决方案。
- 如果您的主要重点是连接对氧敏感的材料(如钛或高温合金):真空炉式钎焊是防止氧化和确保高完整性结合的必要条件。
- 如果您的主要重点是保持复杂组件的极紧密的尺寸公差:炉式钎焊是一个绝佳的选择,因为它在不熔化和扭曲基体金属的情况下连接组件。
通过了解这些核心原理,您可以自信地确定炉式钎焊是否是与您的材料、产量和质量要求相符的精确热连接工艺。
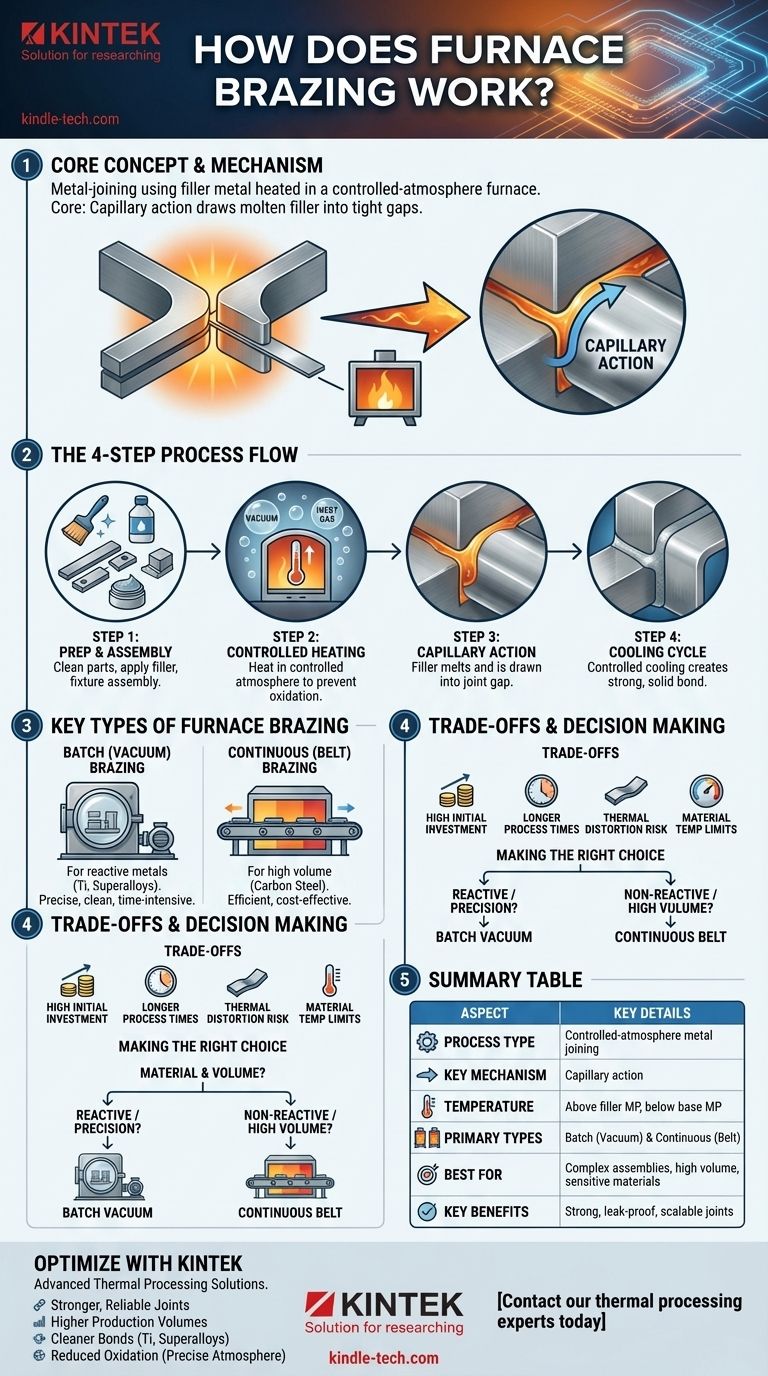
摘要表:
| 方面 | 关键细节 |
|---|---|
| 工艺类型 | 使用填充金属的受控气氛金属连接 |
| 关键机制 | 毛细作用力将熔融填充物吸入紧密间隙 |
| 温度 | 高于填充金属熔点,低于基体金属熔点 |
| 主要类型 | 批量(真空)钎焊和连续(传送带)炉式钎焊 |
| 最适合 | 复杂组件、高产量生产、对氧敏感的材料 |
| 主要优点 | 牢固、永久的结合;防泄漏接头;半自动可扩展性 |
准备好优化您的金属连接工艺了吗?
KINTEK专注于实验室和工业应用的高级热处理解决方案。我们在炉式钎焊技术方面的专业知识可以帮助您实现:
- 复杂组件的更牢固、更可靠的接头
- 通过一致、可重复的结果实现更高的产量
- 对钛和高温合金等对氧敏感材料的更清洁的结合
- 通过精确的气氛控制减少氧化
无论您需要用于精密组件的批量真空钎焊,还是用于批量生产的连续传送带炉解决方案,KINTEK 都拥有满足您特定金属连接要求的设备和知识。
立即联系我们的热处理专家,讨论炉式钎焊如何提高您的制造能力和产品质量。
图解指南