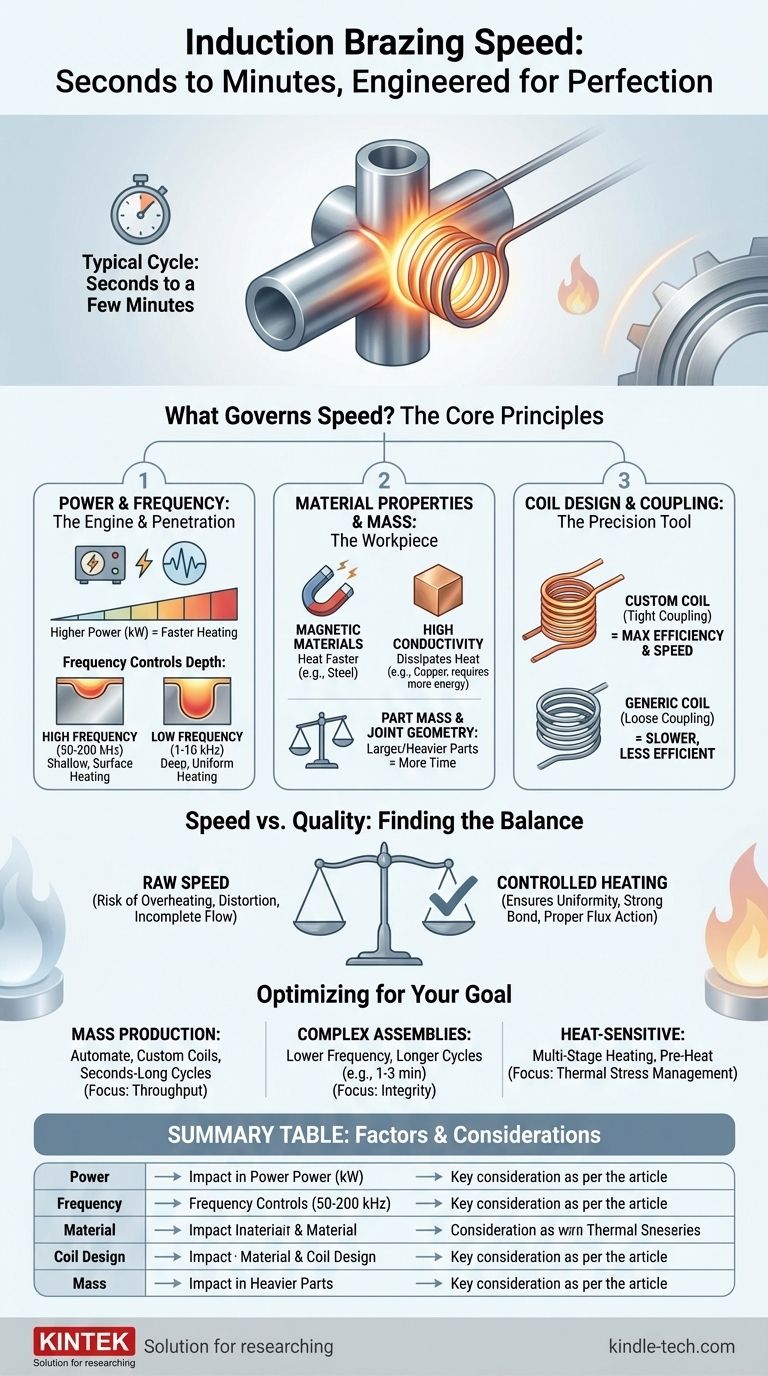
在实践中,感应钎焊非常快。 典型的感应钎焊周期在几秒到几分钟内即可完成。这种速度是该工艺的主要优势之一,但确切时间不是一个固定的数字;它是仔细设计的系统在零件设计、材料特性和加热设备细节之间取得平衡的结果。
感应钎焊所需的时间是零件质量、材料、接头设计和感应系统功率的直接函数。虽然通常以秒为单位衡量,但真正的目标不是最快的速度,而是能够产生完美、高完整性接头的最快可重复循环。
感应的物理学:什么决定速度?
要了解钎焊时间,您必须首先了解感应加热的核心原理。该过程使用交变磁场在金属零件内部产生电流(涡流)。金属对这些电流的电阻会产生精确、局部的热量。
功率和频率的作用
电源是系统的引擎。更高的功率(以千瓦,kW 为单位)允许向零件输送更多能量,从而实现更快的加热。可用功率加倍通常可以将加热时间缩短一半。
频率更为微妙。它控制热量渗透的深度。
- 高频率(例如 50-200 kHz)产生浅层加热效果,非常适合小型零件、薄壁或需要快速仅加热表面的应用。
- 低频率(例如 1-10 kHz)穿透材料更深,这对于均匀加热大、厚或大质量零件的核心是必需的。
材料特性如何影响加热
并非所有金属的加热方式都相同。磁性材料,如碳钢,在居里点(约 770°C 或 1420°F)以下加热效率非常高,因为磁滞损耗会产生二次加热效应。
其他关键特性包括电阻率和导热性。电阻率越高的材料加热效率越高。导热性高的材料,如铜,需要非常高的能量输入速率,因为它们会迅速将热量从接头区域散失。
线圈设计的关键重要性
感应线圈是塑造磁场和聚焦能量的“工具”。它的设计可以说是决定效率和速度的最重要因素。
线圈与工件之间的距离,称为耦合,至关重要。紧密耦合(更近的距离)可以实现更高效的能量传输和明显更快的加热。与接头几何形状完美匹配的定制线圈对于最佳性能至关重要。
零件质量和接头几何形状
这是最直观的因素。一个大而重的零件只是包含需要升温的更多质量,因此需要更多的能量和更长的时间。
钎焊接头本身的设计也起着作用。目标是将整个接头区域加热到均匀的温度。设计良好的接头可确保两个零件同时达到钎焊温度,从而使填充金属快速均匀地流动。
理解权衡:速度与质量
仅仅施加最大功率以实现最短时间是一个常见的错误,会导致效果不佳。目标是受控的、可重复的加热,而不仅仅是原始速度。
过热和变形的风险
零件加热过快会产生严重的热梯度,导致表面比核心热得多。这可能会导致表面损坏、金属晶粒长大以及零件变形或翘曲,尤其是在具有不同材料或复杂形状的组件中。
填充金属流动不完全的危险
成功的钎焊要求整个接头都达到正确的温度。如果热量施加得太快且不均匀,一个区域可能已经热到足以熔化填充金属,而接头的其余部分尚未准备好。这会导致填充金属流动不正确,产生空隙,从而形成薄弱、不可靠的粘合。
确保助焊剂和填充金属的正确活性
如果您使用助焊剂,它需要在特定温度下停留一段时间才能发挥清洁作用。同样,钎焊填充合金需要短暂的时间通过毛细作用流动并完全润湿接头表面。匆忙进行这种“浸泡时间”可能会损害冶金结合。
为您的目标做出正确的选择
理想的钎焊时间是生产速度和接头质量之间的平衡。您的特定应用决定了您应该将优化工作重点放在哪里。
- 如果您的主要重点是实现大规模生产的最大吞吐量: 投资于高度自动化的系统,配备定制形状的线圈和精确调谐的电源,以实现可重复的、持续几秒钟的加热循环。
- 如果您的主要重点是钎焊大型或复杂的组件: 优先考虑均匀加热而不是原始速度。使用较低的频率和精心设计的线圈,接受较长的循环时间(例如 1-3 分钟),以确保接头完整性并防止变形。
- 如果您的主要重点是处理对热敏感或不同材料: 实施多阶段加热曲线,例如较低功率的预热阶段,然后是最终的加速阶段,以管理热应力并确保高质量的粘合。
最终,最佳的感应钎焊时间不是最快的,而是能够可靠地产生牢固、无缺陷接头的最快时间。
总结表:
| 因素 | 对钎焊时间的影响 | 关键考虑因素 |
|---|---|---|
| 电源 (kW) | 功率越高 = 加热越快 | 将功率与零件质量和生产目标相匹配 |
| 频率 (kHz) | 小型零件高频;大型零件低频 | 控制热量渗透深度 |
| 材料特性 | 磁性材料加热更快;高导电性材料散热快 | 影响能源效率 |
| 线圈设计与耦合 | 定制线圈和紧密耦合可显著减少时间 | 效率最关键的因素 |
| 零件质量与接头几何形状 | 更大、更重的零件需要更多时间 | 目标是整个接头区域的均匀加热 |
准备优化您的钎焊工艺?
无论您的目标是高产量生产还是连接复杂、对热敏感的组件,KINTEK 在感应钎焊系统方面的专业知识都可以帮助您实现速度和质量的完美平衡。我们专注于提供满足您特定实验室需求的正确实验室设备和耗材。
立即联系我们,讨论我们的解决方案如何为您的应用带来更快的循环时间、可重复的结果以及更牢固、无缺陷的接头。
图解指南