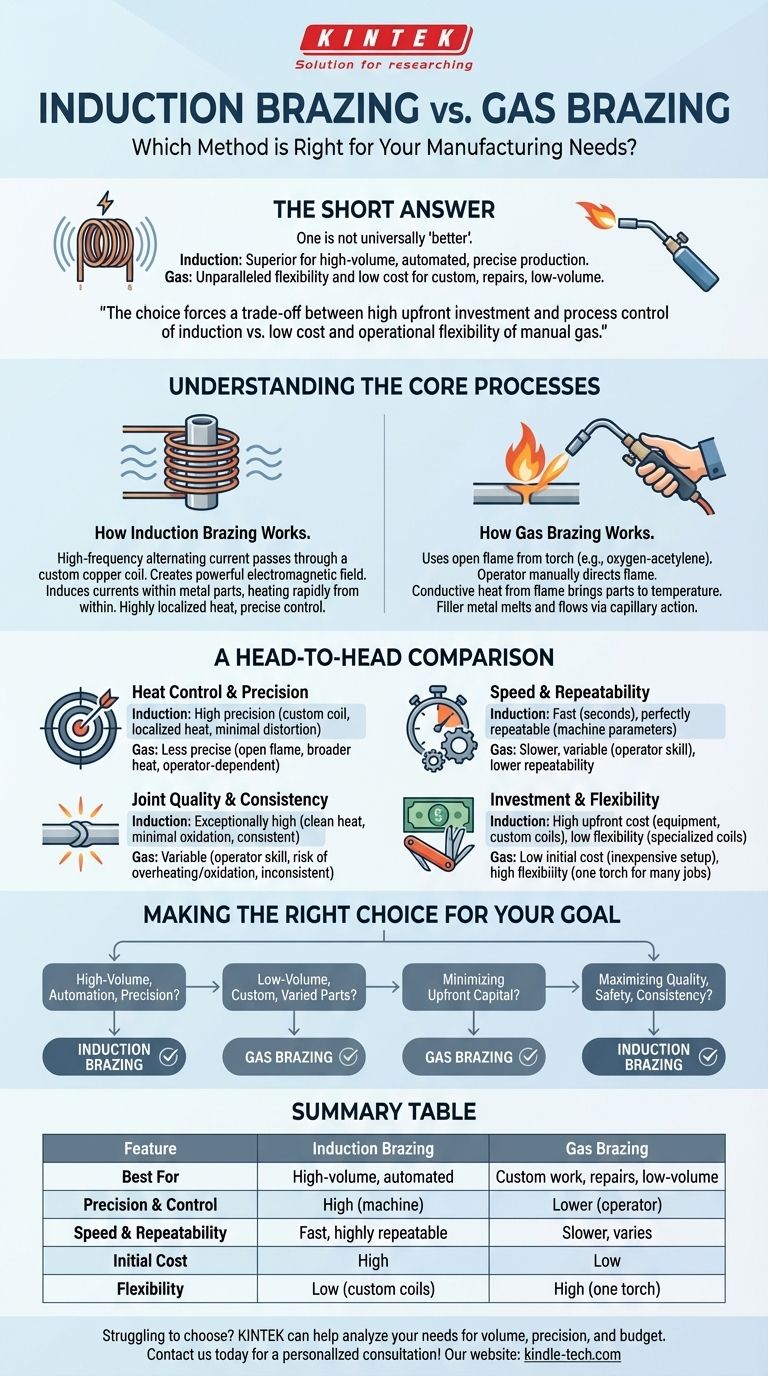
简短的回答是:两者并非普遍意义上的“更好”。感应钎焊在需要高精度和可重复性的高产量自动化生产中表现卓越。相比之下,气体钎焊提供了无与伦比的灵活性和较低的初始成本,使其成为定制工作、维修和小批量应用的理想选择。
在感应钎焊和气体钎焊之间做出选择是一个基本的制造决策。它需要在感应钎焊的高前期投资和过程控制与手动气体焊炬方法的低成本和操作灵活性之间进行权衡。
了解核心工艺
要比较这些方法,您首先需要了解它们各自如何施加热量。热量传递机制是它们所有各自优缺点的主要来源。
感应钎焊的工作原理
感应钎焊使用通过精确成形的铜线圈的高频交流电。这在待钎焊零件周围产生强大的电磁场。
该磁场在金属零件内部感应出电流,导致它们从内部迅速加热。热量高度集中在由线圈定义的区域,使得填充金属流入接头而不会使周围材料过热。
气体钎焊的工作原理
气体钎焊是一种更传统的方法,它使用焊炬的明火,通常由氧乙炔或丙烷混合物提供燃料。
操作员手动将火焰对准接头周围的基材。火焰的传导热量使零件达到钎焊温度,此时引入填充金属并熔化,通过毛细作用流入接头。

正面比较
每种方法在不同领域都有其优势。正确的选择完全取决于您的操作优先级。
热量控制与精度
感应加热极其精确。定制设计的线圈确保只有目标区域被加热,从而保护附近的对热敏感的部件并最大限度地减少零件变形。
气体钎焊的精度要低得多。明火加热的区域要大得多,这在处理复杂组件或精密部件时可能是一个显著的缺点。控制完全取决于操作员的技能。
速度与可重复性
对于生产环境,感应钎焊速度显著更快,通常在几秒钟内完成一个加热周期。由于该过程由机器参数(功率和时间)控制,因此它具有完美的可重复性,确保每个接头都相同。
气体钎焊是一种较慢的手动过程。每个接头所需的时间因操作员而异,因此难以实现高水平的可重复性。
接头质量与一致性
感应钎焊的清洁、受控热量可产生极高质量的接头。它产生的氧化最少,并允许使用更少的填充金属形成清洁、牢固的结合。这种一致性降低了废品率和返工率。
气体钎焊接头的质量直接反映了操作员的技能。经验丰富的技术人员可以产生出色的结果,但始终存在过热、过度氧化和填充物流动不一致的较高风险。
了解权衡
感应钎焊在技术上的优越性被成本和灵活性等关键因素所抵消。
初始投资
感应钎焊的主要障碍是高昂的前期成本。电源、工作站,以及最重要的是,针对每种特定接头几何形状定制设计的线圈,都代表着一笔可观的资本投资。
气体钎焊设备极其便宜。一套完整的焊炬设备所需的成本仅为感应系统的一小部分,几乎任何操作都能负担得起。
操作灵活性
感应系统高度专业化。为某个零件设计的线圈不适用于另一个零件,这使得它对于高混合、小批量生产或一次性维修效率低下。从一个零件切换到另一个零件需要更换线圈。
气体焊炬是灵活性的代名词。一个焊炬可以用于钎焊几乎无限多种形状和尺寸的零件,无需任何设置更改,这使其非常适合维修店和定制加工。
为您的目标做出正确选择
选择与您的制造目标和限制直接对齐的工艺。
- 如果您的主要重点是高产量生产和自动化:感应钎焊因其速度、可重复性和卓越的质量控制而成为明确的选择。
- 如果您的主要重点是小批量工作、定制维修或多样的零件几何形状:气体钎焊以其一小部分成本提供了必要的灵活性。
- 如果您的主要重点是最大限度地降低前期资本投资:气体钎焊因其极低的设备成本而成为唯一可行的选择。
- 如果您的主要重点是最大限度地提高接头质量、工艺安全性和一致性:感应钎焊提供无与伦比的控制和更清洁的工作环境。
最终,选择正确的钎焊方法是为手头的特定工作选择正确的工具。
总结表:
| 特点 | 感应钎焊 | 气体钎焊 |
|---|---|---|
| 最适合 | 高产量、自动化生产 | 定制工作、维修、小批量 |
| 精度与控制 | 高(机器控制) | 较低(依赖操作员) |
| 速度与可重复性 | 快速且高度可重复 | 较慢,因操作员而异 |
| 初始成本 | 高 | 低 |
| 灵活性 | 低(需要定制线圈) | 高(一个焊炬适用于多种工作) |
还在为您的实验室或生产线选择合适的钎焊方法而苦恼吗? KINTEK 专注于实验室设备和耗材,满足实验室需求。我们的专家可以帮助您分析您对产量、精度和预算的具体要求,以推荐最佳解决方案。让我们帮助您实现更坚固、更一致的接头,并提高您的制造效率。立即联系我们的团队进行个性化咨询!
图解指南