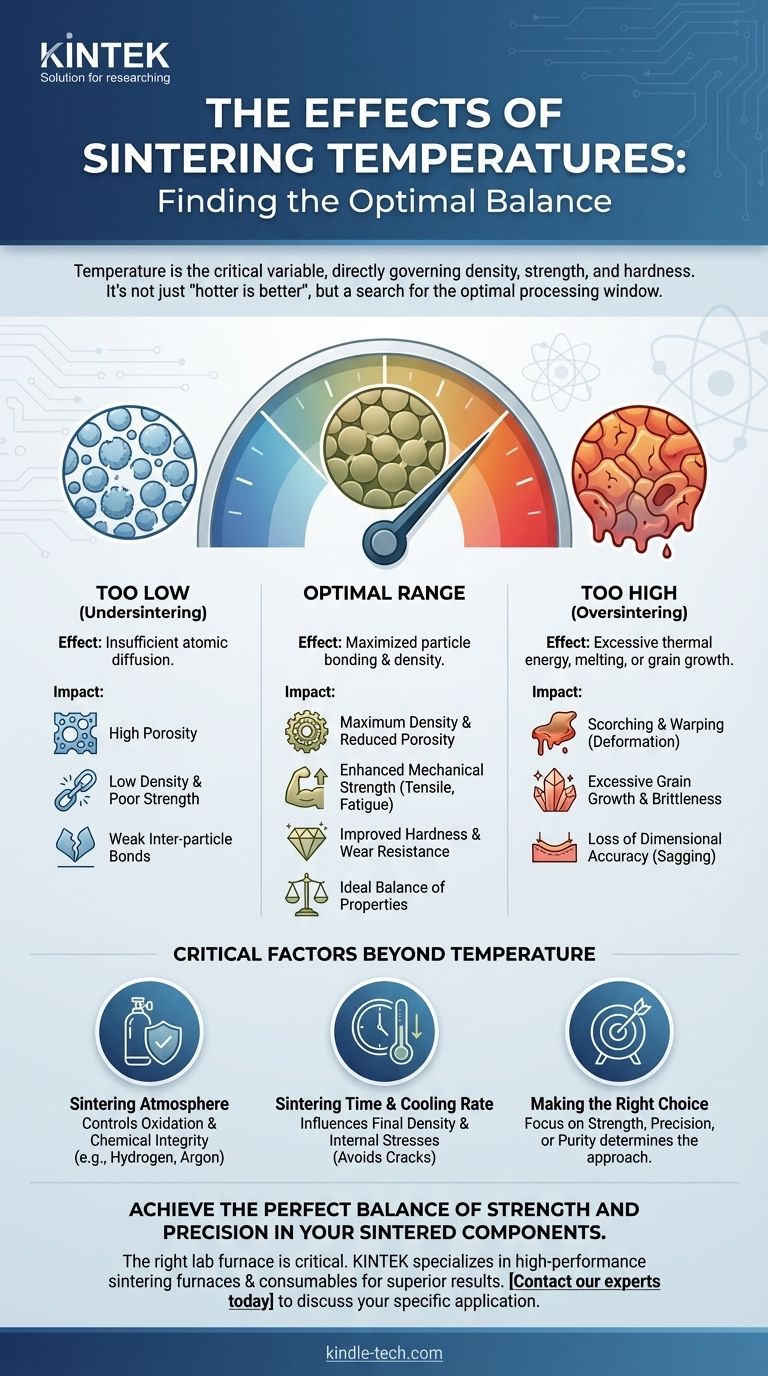
烧结过程中最关键的变量是温度。它通过控制单个颗粒的有效结合程度,直接决定了部件的最终密度、强度和硬度。虽然较高的温度通常会带来更好的机械性能,但超过材料的最佳范围可能会导致烧焦和翘曲等缺陷,最终降低部件的性能。
烧结本质上是一种平衡行为。目标是找到精确的温度,在不引起热变形或其他热致缺陷的情况下,最大限度地提高颗粒结合和密度。这并非简单的“越热越好”,而是寻找最佳加工窗口。
基本目标:从粉末到固体
烧结是在不将其熔化至液化点的情况下,通过加热将材料压实并形成固体块的过程。温度是驱动这一转变的引擎。
原子结合如何发生
在微观层面,烧结涉及粉末颗粒在其接触点处熔合。这个过程减少了它们之间的空隙,即孔隙率。
温度作为驱动力
热量为原子迁移或扩散穿过颗粒边界提供了必要的热能。随着温度升高,这种原子运动显著加速,导致更快、更完全的结合。

温度如何决定最终性能
调整烧结温度是控制制成部件最终特性的主要方法。
增加密度和减少孔隙率
较高烧结温度最直接的影响是部件密度的增加。随着原子扩散速度加快,颗粒之间的空隙缩小并闭合,从而形成更坚固、孔隙更少的最终结构。
增强机械强度
密度更高、颗粒间结合更强的部件在机械性能上更优越。较高的温度通常会显著提高抗拉强度、弯曲疲劳强度和冲击能量,因为作为潜在失效点的孔隙更少。
提高硬度
硬度与密度直接相关。通过消除孔隙率,材料对表面压痕和磨损的抵抗力增强,从而获得更高的硬度值。
理解权衡和风险
选择合适的温度是在最佳性能和工艺失败之间取得平衡。低于或高于理想温度都会带来严重的后果。
过烧结(过热)的风险
超过最佳温度可能导致多种缺陷。部件可能开始熔化,失去形状,或经历过度晶粒生长,这反而可能使材料更脆。这还可能导致烧焦,一种降低部件性能的缺陷。
欠烧结(过冷)的问题
如果温度过低,原子扩散不足。颗粒将无法有效结合,导致最终部件孔隙率高、密度低、机械强度差。
物理变形:翘曲和下垂
在高温下,材料在完全致密化之前会软化。在此阶段,它容易受到重力和摩擦力的影响,这可能导致部件翘曲、下垂或以其他方式失去其预期的尺寸精度。
除温度以外的关键因素
虽然温度至关重要,但它并非孤立存在。成功的烧结过程需要控制与其他热量协同作用的其他关键变量。
烧结气氛
炉内的气氛影响深远。通常使用还原气氛(如氢气)或惰性气氛(如氩气)来防止材料在高温下氧化,这对于保持其化学完整性和性能至关重要。
烧结时间和冷却速率
部件在峰值温度下保持的时间也影响最终密度。更长的保持时间有时可以弥补稍低的温度。此外,冷却速率至关重要,因为过快的冷却会引起内应力和裂纹。
为您的目标做出正确选择
选择正确的烧结温度完全取决于您部件的主要目标。
- 如果您的主要关注点是最大强度和密度: 目标是您材料推荐温度范围的上限,但要仔细监测以防止物理变形或烧焦。
- 如果您的主要关注点是保持精确尺寸: 使用更温和的温度,可能结合更长的保持时间,以最大程度地降低翘曲和下垂的风险。
- 如果您的主要关注点是材料纯度和防止氧化: 您的温度选择必须与正确的保护气氛(例如,真空、氩气、氮气)配合使用,以保护部件。
最终,掌握烧结过程是精确热控制的实践,以实现密度和完整性之间的理想平衡。
总结表:
| 温度影响 | 对最终部件的影响 |
|---|---|
| 过低(欠烧结) | 高孔隙率、低密度、机械强度差 |
| 最佳范围 | 最大密度、高强度、硬度提高、颗粒结合牢固 |
| 过高(过烧结) | 烧焦、翘曲、下垂、晶粒过度生长、潜在脆性 |
在您的烧结部件中实现强度和精度的完美平衡。 合适的实验室炉对于精确的热控制至关重要。KINTEK 专注于高性能烧结炉和实验室耗材,帮助您优化温度、气氛和冷却速率,以获得卓越结果。立即联系我们的专家,讨论您的具体应用并找到满足您需求的理想烧结解决方案。
图解指南