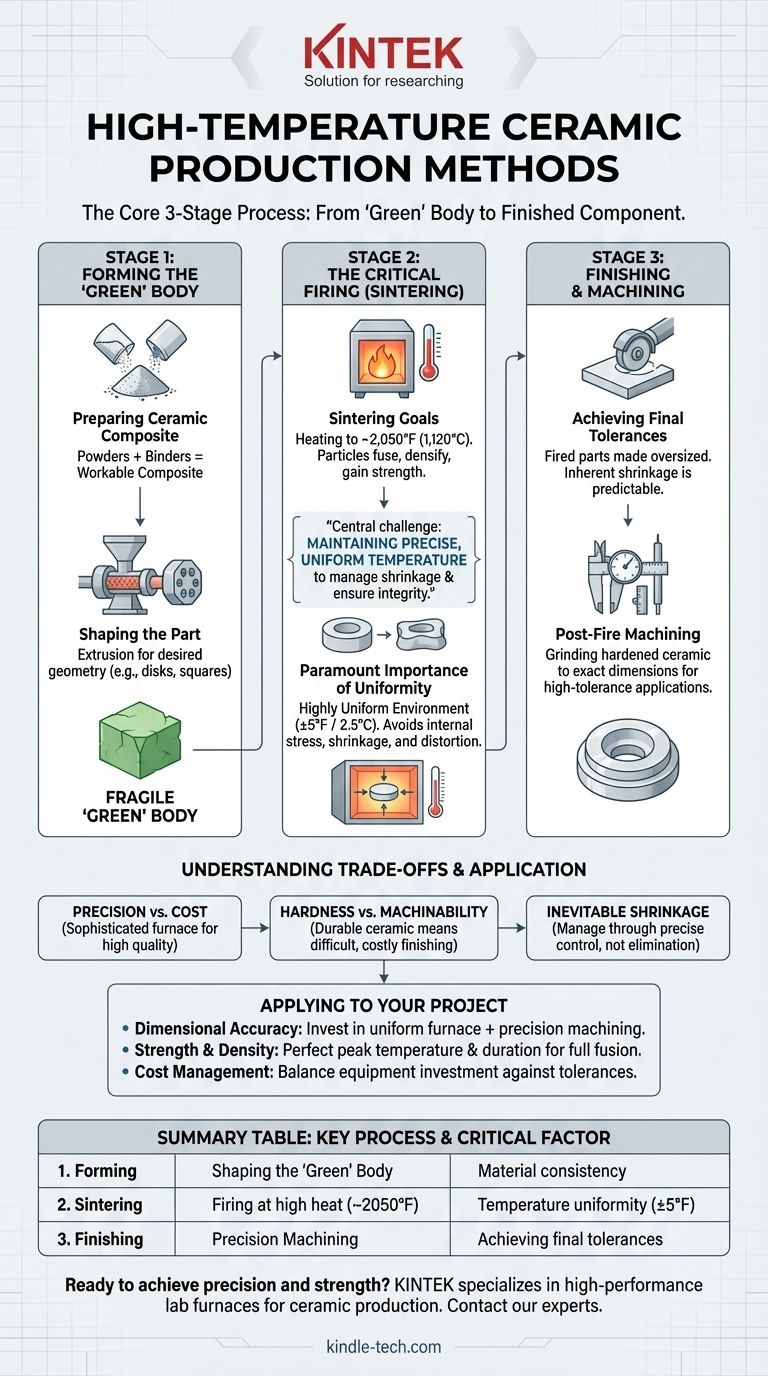
从根本上讲,高温陶瓷的生产遵循一个基本的三阶段过程。首先,将陶瓷复合材料塑造成初始形状;其次,在高度受控的炉子中进行烧制,这一过程称为烧结;最后,对其进行加工,达到最终的精确尺寸。
高温陶瓷制造中的核心挑战不仅仅是达到极高的温度,而是在烧制阶段保持极其精确和均匀的温度控制,以管理收缩并保证最终产品的结构完整性。
第一阶段:成型“生坯”
初始阶段侧重于准备原材料并赋予其初步形状。这个未烧制的易碎部件通常被称为“生坯”。
准备陶瓷复合材料
在成型之前,将陶瓷粉末与粘合剂或其他材料混合,以制成可加工的复合材料。该材料必须具有适合所选成型方法的正确稠度,例如被挤压成特定轮廓。
部件成型
然后将复合材料塑造成所需的几何形状。在牙科应用中,这通常通过挤压完成,即将材料强行通过模具。所得的形状随后被切割成易于处理的形状,如圆盘或方块,以进行进一步加工。

第二阶段:关键的烧制(烧结)过程
这是最关键和最敏感的阶段,在此阶段,成型的部件从易碎的生坯转变为坚硬、致密的陶瓷部件。
烧结的目标
烧结涉及将陶瓷在炉中加热到略低于其熔点的温度。对于某些牙科陶瓷,这大约是2,050°F (1,120°C)。在此温度下,单个陶瓷颗粒熔合在一起,使材料致密化并赋予其强度。
温度均匀性的至关重要性
烧结的成功取决于绝对的温度控制。炉内环境必须保持高度均匀,变化幅度低至±5°F (2.5°C)。
即使部件之间存在微小的温度波动,也会导致加热和冷却不均匀。这会产生内部应力,从而导致不可接受的收缩或变形,使部件失效。
第三阶段:精加工和加工
烧制后,陶瓷部件非常坚硬,但其尺寸可能不符合最终应用所需的精确度。最后一步是根据确切的规格对其进行加工。
达到最终公差
烧结固有地涉及一定程度的收缩,这可能很难精确预测。因此,烧制后的部件会故意做得稍微大一些。
然后使用后烧制加工将硬化的陶瓷研磨成其最终形状和精确尺寸,这是定制牙科植入物等高公差应用所必需的步骤。
理解权衡
追求高温陶瓷的质量涉及平衡相互竞争的因素。这就是深入了解该过程对成功至关重要的原因。
精度与设备成本
要实现高质量陶瓷所需的严格温度均匀性,需要复杂且昂贵的炉子技术。更简单、均匀性较差的炉子会因变形而导致更高故障率的低质量部件。
材料硬度与可加工性
使最终陶瓷产品如此耐用的硬度,也使其加工变得困难且耗时。这个最后的精加工步骤会显著影响部件的总体成本和生产时间。
不可避免的收缩
必须认识到,烧结过程中的收缩不是一个需要消除的缺陷,而是过程的自然组成部分。真正的工程挑战是通过精确的过程控制使这种收缩变得可预测和均匀。
如何将其应用于您的项目
您的制造方法应由最终部件最关键的要求决定。
- 如果您的主要重点是尺寸精度:您必须投资于高度均匀的炉子,并在工作流程中加入烧结后的精密加工步骤。
- 如果您的主要重点是强度和密度:您的工艺必须完善峰值烧结温度和持续时间,以确保颗粒完全熔合并最大限度地减少内部孔隙率。
- 如果您的主要重点是控制成本:您必须仔细权衡对精密设备的投资与最终产品可接受的公差和性能规格。
最终,掌握高温陶瓷生产是一项精确控制的实践,将原材料复合材料转变为耐用、高度工程化的部件。
摘要表:
| 阶段 | 关键工艺 | 关键因素 |
|---|---|---|
| 1. 成型 | “生坯”成型 | 挤压/模压的材料一致性 |
| 2. 烧结 | 高温烧制(约 2050°F) | 温度均匀性(±5°F) |
| 3. 精加工 | 精密加工 | 收缩后达到最终公差 |
准备好在您的陶瓷部件中实现精度和强度了吗?正确的实验室设备对于掌握烧结过程和确保均匀的温度控制至关重要。KINTEK 专注于为高温陶瓷生产量身定制的高性能实验室炉和耗材。请立即联系我们的专家,讨论我们的解决方案如何提高您的制造质量和效率。
图解指南
相关产品
- 工程先进陶瓷用耐高温耐磨氧化铝Al2O3板
- 高品质氧化铝陶瓷螺钉,用于工程先进陶瓷,耐高温绝缘
- 弧形氧化铝陶瓷坩埚 高温耐受工程先进陶瓷
- 工程先进陶瓷用高温氧化铝(Al2O3)炉管
- 用于工程先进陶瓷的精密加工氮化硅(SiN)陶瓷板



















