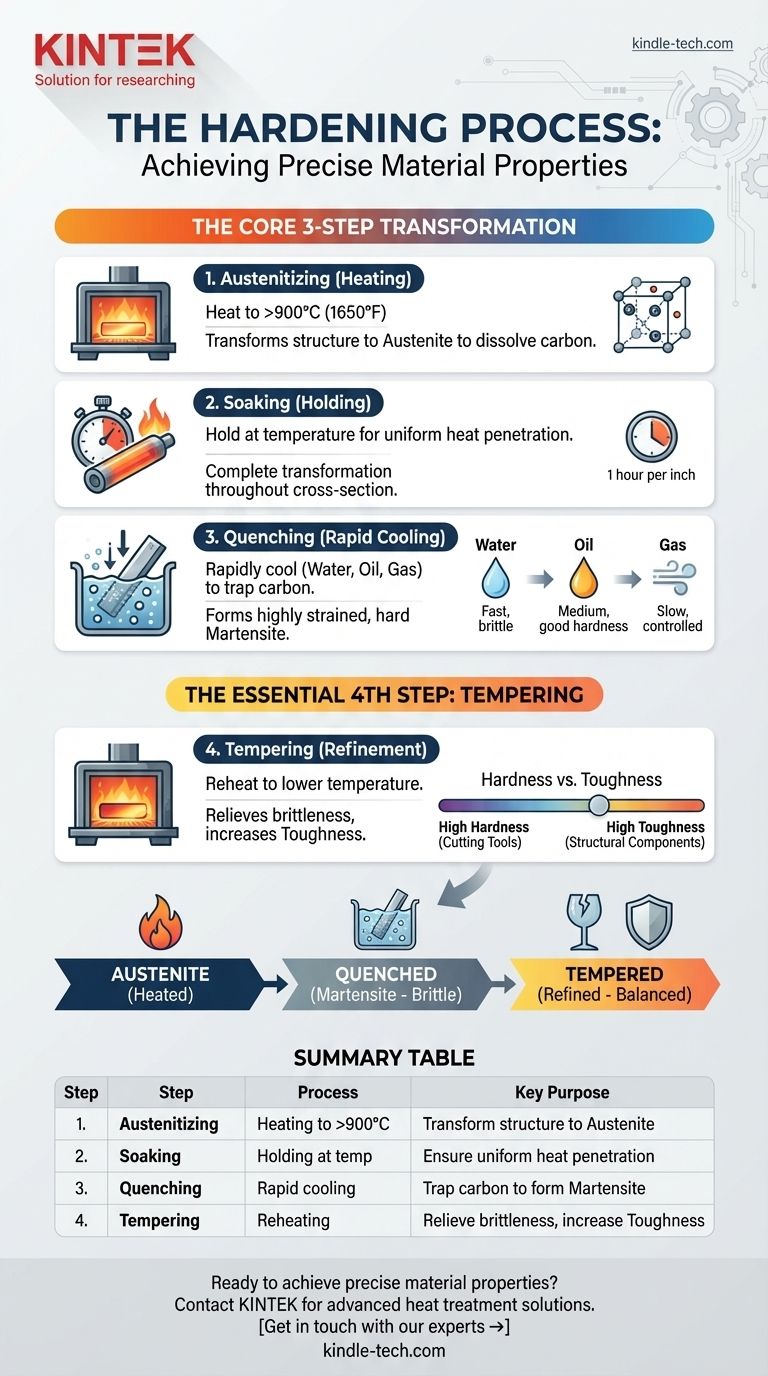
从本质上讲,硬化过程包括三个核心步骤。它始于将金属加热到特定的相变温度,在该温度下保持以确保内部结构均匀,然后快速冷却(淬火)以锁定这种新结构。然而,几乎总是需要一个关键的第四步——回火,来精炼材料的最终性能。
硬化的目标不仅仅是使金属变硬;它是一个受控的热处理过程,旨在控制材料的内部晶体结构。关键在于理解快速冷却会产生极高的硬度,但也会产生极端的脆性,这必须通过回火来管理,以实现强度和韧性的有用平衡。
核心硬化过程:三步转变
硬化是一种基本的热处理工艺,它从根本上改变了钢和其他某些合金的物理性能。每一步都服务于精确的冶金目的。
第一步:奥氏体化(加热)
该过程首先将钢在炉中加热到高于其上临界点的温度,通常超过 900°C (1650°F)。
这种高温使钢的晶体结构转变为称为奥氏体的状态,奥氏体具有将大量碳溶解到其基体中的独特能力。
第二步:保温(保持)
达到相变温度后,材料会保持或“浸泡”特定时间。
一个通用的经验法则是每英寸厚度保温一小时。这确保了热量完全渗透,并且奥氏体转变在组件的整个横截面中完成。
第三步:淬火(快速冷却)
保温后,材料通过浸入淬火介质中进行快速冷却。这种极快的冷却不会给碳原子时间像在缓慢冷却时那样移出晶体结构。
这个过程“捕获”了碳,迫使形成一种新的、高度应变且非常坚硬的晶体结构,称为马氏体。淬火介质的选择——例如水、盐水、油或气体——决定了冷却速度和最终硬度。

为什么硬化很少是最后一步
产生马氏体实现了使钢变得极其坚硬的目标,但这是有代价的。所得材料通常对于大多数实际应用来说过于脆。
脆性问题
完全硬化但未经回火的钢件具有类似于玻璃的性能。它具有很高的抗压强度和耐磨性,但在受到剧烈冲击或冲击载荷时容易碎裂。
快速淬火产生的内部应力使零件变得不稳定且不可靠。
第四步:回火(关键的精炼)
为了解决脆性问题,会进行称为回火的二次热处理。
将硬化后的零件重新加热到低得多的温度(低于临界相变范围)并保持一段时间。此过程可消除内部应力,并允许晶体结构稍微松弛,以牺牲少量的硬度来换取韧性的大幅提高。
理解权衡
硬化和回火之间的关系是一种平衡行为。所使用的特定温度和时间由组件所需的最终性能决定。
硬度与韧性谱
回火阶段使用的温度直接控制最终性能的平衡。
较低的回火温度会产生非常高的硬度但韧性有限,适用于切削工具。较高的回火温度会产生更坚韧、更具延展性的零件,但会牺牲一些硬度,这对于结构部件来说是理想的。
淬火介质的影响
淬火速度是一个关键变量。
- 水/盐水: 提供最快的冷却速率,实现最大的硬度,但伴随着最高的变形或开裂风险。
- 油: 提供较慢、较温和的淬火,在仍能实现良好硬度的同时降低了开裂风险。
- 气体: 在真空炉中使用,气体淬火(通常使用氮气)提供最受控和最慢的冷却,非常适合复杂几何形状和最小化变形。
为您的目标做出正确的选择
硬化和回火过程的具体参数必须根据组件的预期应用进行定制。
- 如果您的主要重点是最大的耐磨性和切削能力: 使用实现高硬度的工艺,然后进行低温回火以消除应力,而不会显着降低硬度。
- 如果您的主要重点是强度和抗冲击性: 回火是最关键的步骤;需要较高的回火温度才能赋予所需的韧性,以防止齿轮、轴和车轴等零件发生灾难性故障。
- 如果您的主要重点是保持严格的尺寸公差: 使用较温和的淬火介质,例如油或真空炉中的气体,对于最大限度地降低翘曲和变形的风险至关重要。
最终,掌握热处理在于精确控制材料的内部结构,以提供应用所需的精确性能特征。
摘要表:
| 步骤 | 过程 | 关键目的 |
|---|---|---|
| 1. 奥氏体化 | 加热至 >900°C (1650°F) | 将结构转变为奥氏体以溶解碳 |
| 2. 保温 | 在温度下保持 | 确保热量均匀渗透和完全转变 |
| 3. 淬火 | 快速冷却(水、油、气) | 捕获碳以形成坚硬的马氏体结构 |
| 4. 回火 | 重新加热到较低温度 | 消除脆性并增加韧性 |
准备好为您的组件实现精确的材料性能了吗?
在 KINTEK,我们专注于提供掌握硬化和回火等热处理过程所需的高级实验室设备和耗材。无论您是开发需要最大硬度的切削工具,还是需要卓越抗冲击性的结构部件,我们的解决方案都能确保受控、可重复的结果。
立即联系我们,讨论我们的专业知识如何帮助您优化热处理工作流程,并提供您的应用所需的精确性能特征。
图解指南