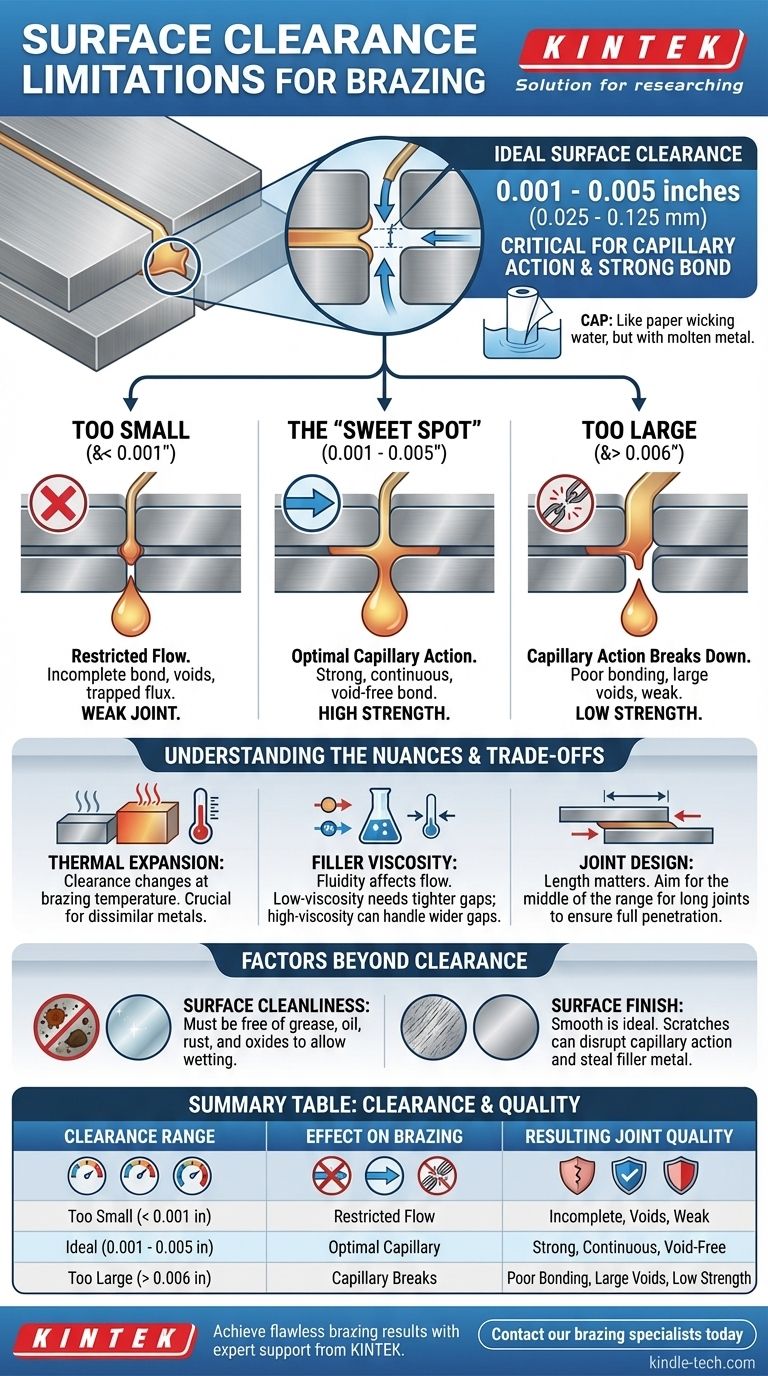
为了成功钎焊,理想的表面间隙通常在0.001到0.005英寸(0.025毫米到0.125毫米)之间。这个精确的间隙并非随意设定;它是实现毛细作用的最关键因素,毛细作用是一种物理力,能将熔融填充金属吸入接头中,从而形成牢固、连续的结合。
钎焊的挑战不仅仅是满足间隙规范,而是要理解这个间隙是使整个过程得以进行的环境。你的目标是为毛细作用创造完美的通道,使其将填充金属均匀地拉入整个接头。
毛细作用原理:为什么间隙很重要
整个钎焊过程都依赖于毛细作用这一物理现象。这是液体被吸入非常狭窄空间(甚至逆重力)的趋势。你设计的间隙直接控制着这种力的有效性。
填充物流动的“最佳点”
0.001"到0.005"的最佳范围为毛细作用创造了理想条件。可以将其想象成纸巾吸水;纤维之间的狭窄空间将水吸入。
在钎焊中,这种力足够强大,可以将熔融填充金属深层吸入接头,确保完全覆盖并形成无空隙、高强度的结合。
间隙过小的问题
如果间隙过小(通常低于0.001"),熔融填充金属将无法自由流动。
填充物可能在完全渗透接头之前凝固,从而截留助焊剂或产生空隙。这会导致不完整、不可靠的结合,其强度远低于预期。
间隙过大的问题
当间隙过大(通常超过0.006")时,毛细作用力会失效。
填充金属将无法有效地桥接间隙,而不是被吸入。这会导致大的空隙、不一致的结合,并且接头的强度仅依赖于填充金属本身,而不是与基材的强大结合。

了解权衡和细微差别
虽然一般范围是可靠的指导,但有几个因素会影响特定应用的理想间隙。真正的专家会考虑这些变量。
异种金属热膨胀
这是最常见的陷阱。你在室温下测量的间隙并非钎焊温度下的间隙。
如果你正在连接两种不同的材料,如钢和铜,它们不同的热膨胀率会改变间隙。你必须计算在钎焊温度下的接头间隙,以确保它落在最佳范围内。
填充金属粘度
不同的钎焊合金具有不同的流动特性。流动性非常好、粘度低的填充金属可能在间隙范围的较窄端表现更好,而较粘稠的合金可能需要稍大的间隙。
接头设计和长度
接头的类型也起着作用。对于长的搭接接头,你可能希望将间隙目标设定在范围的中间,以确保填充金属有清晰的路径,可以在不提前凝固的情况下完全流过整个距离。
除间隙外确保成功的因素
完美的间隙是必要而非充分条件。接头表面的状况对于实现毛细作用同样重要。
关键的表面清洁度
正如参考文献所指出的,部件必须完全清洁,无油脂、油污、铁锈和氧化物。任何污染物都会起到屏障作用,有效地阻止填充金属润湿基材并立即阻止毛细流动。
表面光洁度的重要性
光滑、均匀的表面是理想的。划痕、深划痕或粗糙的喷砂区域会扰乱毛细作用。填充金属可能被拉离接头并进入这些缺陷,使结合线缺乏所需的材料。
根据目标做出正确选择
选择目标间隙需要在理想强度和制造现实之间取得平衡。以你的主要目标为指导。
- 如果你的主要重点是最大接头强度:目标设定在范围的较窄端,大约0.001"到0.002",因为这会产生最强的冶金结合。
- 如果你的主要重点是适应生产公差:对于大批量制造,稍宽的间隙,从0.002"到0.005",可能更实用且更具成本效益。
- 如果你的主要重点是钎焊异种金属:你的第一步必须是计算钎焊温度下的接头间隙,以考虑热膨胀,然后再选择目标。
掌握接头间隙是创建一致、可靠、高强度钎焊组件的关键。
总结表:
| 间隙范围 | 对钎焊的影响 | 产生的接头质量 |
|---|---|---|
| 过小(< 0.001 英寸) | 填充金属流动受限 | 结合不完整,有空隙,接头强度弱 |
| 理想(0.001 - 0.005 英寸) | 最佳毛细作用 | 牢固、连续、无空隙的结合 |
| 过大(> 0.006 英寸) | 毛细作用失效 | 结合不良,大空隙,强度低 |
在KINTEK的专家支持下,实现完美的钎焊效果。
完美的接头间隙对于在您的实验室或生产组件中创建坚固、可靠的结合至关重要。无论您是使用标准金属还是异种金属,KINTEK在实验室设备和耗材方面的专业知识都可以帮助您优化钎焊工艺,以实现最大的强度和一致性。
立即联系我们的钎焊专家,讨论您的具体应用,并了解我们的解决方案如何提升您的成果。
图解指南