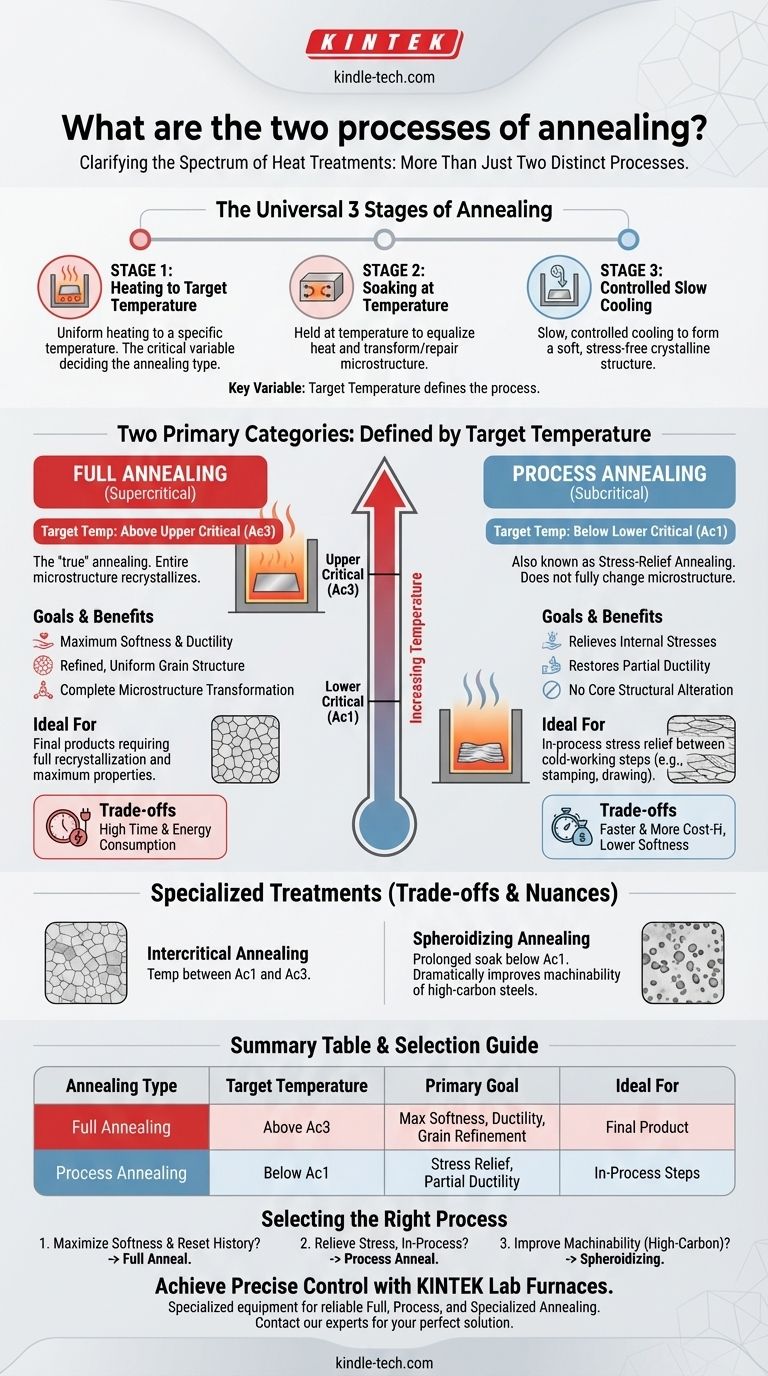
虽然有许多具体的退火技术,但“两种工艺”的问题通常指的是对核心目标的简化。实际上,退火是一个单一的过程,包含三个不同的阶段,但根据目标温度将其分为不同的类型。涵盖大多数应用的最基本的两类是完全退火和过程退火。
最关键的要点是,退火并非两套截然不同的工艺,而是一个热处理的谱系。关键变量是相对于材料临界转变点的目标温度,这决定了金属的最终性能。
任何退火工艺的通用阶段
在将退火分类为不同类型之前,必须了解每种退火处理都遵循相同的三个基本阶段。“退火类型”仅仅是这些阶段参数的变化,主要是温度。
阶段 1:加热至目标温度
金属被缓慢而均匀地加热到特定的预定温度。这个温度是最关键的变量,并决定正在进行哪种类型的退火。
阶段 2:在温度下保温
一旦达到目标温度,金属会在此温度下保持一段设定的时间。这种“保温”允许温度在材料的整个横截面内均匀化,并使内部微观结构转变和修复缺陷。
阶段 3:受控缓慢冷却
保温后,金属以非常缓慢和受控的速度冷却,通常是通过将其留在炉中并关闭电源。这种缓慢冷却对于形成柔软、韧性好且无应力的晶体结构至关重要。

退火的主要类别(“为什么”)
关于“两种工艺”的混淆源于这些阶段的应用方式。主要区别在于材料的加热程度,这取决于其下临界温度 (Ac1) 和上临界温度 (Ac3)。
完全退火(超临界)
这通常被认为是“真正”的退火形式。金属,通常是钢,被加热到其上临界温度 (Ac3) 之上的温度。
这种高温导致整个微观结构再结晶成新的、均匀的晶粒结构。从这种状态缓慢冷却会产生最大的柔软度、延展性和细化的晶粒结构。
过程退火(亚临界)
这种方法,也称为应力消除退火,涉及将金属加热到其下临界温度 (Ac1) 之下的温度。
因为它没有超过临界温度阈值,所以它不会完全改变微观结构。相反,其主要目标是消除在冷加工(如冲压或拉伸)过程中产生的内部应力,恢复部分延展性,以便零件可以进一步加工。
临界间退火和球化退火
在两个主要类别之间存在更专业的处理方法。临界间退火将金属加热到 Ac1 和 Ac3 之间的温度。
球化是另一种亚临界退火类型,它在略低于 Ac1 的温度下进行长时间保温,将硬质碳化铁转化为小的圆形球状体,从而显著提高高碳钢的切削加工性。
理解权衡
选择退火工艺涉及平衡所需结果与实际限制。没有一种方法适用于所有情况的“最佳”方法。
时间和能源消耗
完全退火是耗时最长、能耗最高的工艺。加热到更高的温度以及所需的极慢冷却速度可能需要数小时甚至数天(对于大型零件),从而显著增加成本。
柔软度与效率
过程退火比完全退火快得多且便宜。然而,它只能恢复部分延展性,并且不会细化晶粒结构。它是用于加工制造步骤的实用选择,而不是用于最终的完全软化产品。
表面光洁度和氧化
在有氧环境下将金属加热到高温会导致表面氧化,即“氧化皮”。为了防止这种情况,像光亮退火这样的特定技术是在惰性或真空气体控制气氛中进行的,但这增加了工艺的复杂性和成本。
为您的目标选择正确的工艺
您的选择完全取决于您希望材料接下来做什么。通过了解潜在目标,您可以选择适当的方法。
- 如果您的主要目标是实现最大柔软度并消除材料的先前历史:完全退火是正确的选择,因为它会完全再结晶微观结构。
- 如果您的主要目标是在不改变核心结构的情况下,在冷加工步骤之间消除应力:过程(亚临界)退火是最有效且经济的解决方案。
- 如果您的主要目标是提高高碳钢零件的切削加工性:像球化这样的专业亚临界处理是最有效的方法。
最终,将退火视为一种由温度定义的多功能工具,可以根据您项目的精确需求定制热处理。
总结表:
| 退火类型 | 目标温度 | 主要目标 | 理想用途 |
|---|---|---|---|
| 完全退火 | 高于上临界温度 (Ac3) | 最大柔软度、延展性和晶粒细化 | 需要完全再结晶的最终产品 |
| 过程退火 | 低于下临界温度 (Ac1) | 应力消除和部分延展性恢复 | 冷加工步骤之间的过程应力消除 |
需要精确控制您的退火过程?合适的实验室炉对于实现准确的温度曲线和一致的结果至关重要。KINTEK 专注于高质量的实验室炉和设备,专为可靠的完全退火、过程退火和其他专业热处理而设计。
立即联系我们的专家,为您的实验室特定退火需求找到完美的解决方案,并确保您的材料每次都能达到所需的性能。
图解指南