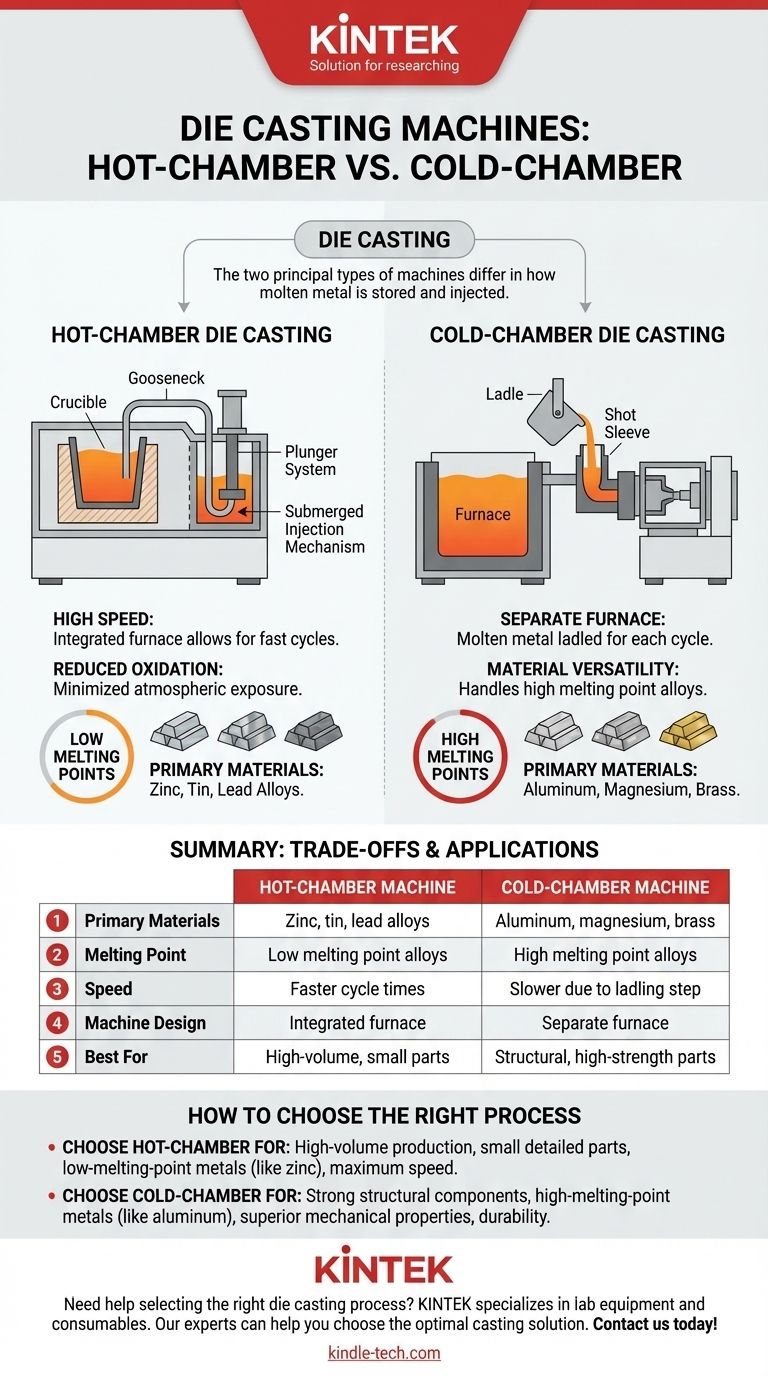
在压铸中,主要的机器类型有两种:热压室机器和冷压室机器。它们之间的根本区别在于熔融金属的储存和注入模具的方式。热压室机器将熔炉作为机器的一个组成部分,而冷压室机器使用一个单独的熔炉来熔化金属,然后将其转移进行注射。
选择热压室还是冷压室机器不是偏好的问题,而是几乎完全由您需要铸造的合金的熔点和腐蚀性决定的技术必要性。
了解热压室压铸
热压室压铸是一个高效的过程,其特点是集成设计。注射机构直接浸没在机器内保持的熔融金属浴中。
核心机制
在热压室机器中,熔炉通过一个“鹅颈管”连接到模具。一个浸没在熔融金属中的柱塞系统,在每个循环中将适量的金属向上推过鹅颈管并注入模腔。
由于金属已经在机器自身的储罐中熔化,注射过程非常快速和直接。
主要优点
该过程的主要优点是速度。热压室机器的循环时间明显短于冷压室机器,因为不需要从外部熔炉转移金属。
此过程还可以最大限度地减少金属与大气接触,这可以减少氧化并提高最终零件的一致性。
主要应用和材料
热压室机器专门用于熔点低且腐蚀性低的合金。
常见材料包括锌、锡和铅基合金。铝等金属的高温和腐蚀性会迅速损坏机器浸入式注射部件。

了解冷压室压铸
冷压室压铸是一个更坚固的过程,旨在处理不适合热压室机器的材料。其定义特征是将熔炉与注射系统分离。
核心机制
熔融金属储存在一个单独的熔炉中。对于每个循环,将适量的金属从该熔炉中舀出并倒入机器的“浇注套筒”中。
然后液压柱塞前进,密封端口并将金属在高压下推入模腔。
主要优点
最突出的优点是材料的多功能性。该过程可以铸造高熔点合金,如铝、镁和黄铜,而不会损坏机器。
冷压室铸造使用的高注射压力也有助于制造出非常致密且具有出色结构完整性的零件,使其适用于要求较高的应用。
主要应用和材料
冷压室铸造是生产各种组件的标准,从发动机缸体和变速箱壳体到笔记本电脑外壳和电动工具。
由于其出色的强度重量比,铝是冷压室压铸中最常用的材料。
了解权衡:热压室与冷压室
在这两种工艺之间进行选择涉及一套明确的工程和经济权衡,这些权衡与您的项目目标直接相关。
材料兼容性
这是最关键的区别。如果您需要铸造铝或黄铜,冷压室机器是您唯一的选择。这些熔融金属的腐蚀性会破坏热压室机器的内部鹅颈管和柱塞。
相反,如果您使用的是锌,热压室机器可以提供更高效、更快的流程。
生产速度和成本
对于兼容材料(如锌),热压室铸造明显更快。由于没有舀取步骤,循环速率可以高得多,这通常在高产量生产运行中转化为较低的单位零件成本。
舀取金属的额外步骤使得冷压室过程本质上更慢。
零件强度
虽然这两种工艺都能生产坚固的零件,但冷压室铸造通常用于具有卓越机械性能的合金(如铝)。使用的极高压力也有助于制造出高密度、孔隙率极低的零件。
机器磨损和维护
热压室机器的注射部件(鹅颈管和柱塞)磨损更大,因为它们持续浸没在熔融金属中。
冷压室的柱塞和套筒寿命更长,因为它们在每个循环中只与熔融金属短暂接触。
如何选择正确的工艺
您的材料选择是主要的驱动因素,进而决定了应用。使用此指南来做出您的决定。
- 如果您的主要重点是使用低熔点金属(如锌)进行小零件的高产量生产:热压室压铸是更快、更经济的选择。
- 如果您的主要重点是使用高熔点金属(如铝)制造坚固的结构部件:冷压室压铸是必要和正确的工艺。
- 如果您主要关注的是在兼容合金上实现最大的生产速度:热压室铸造提供了可用的最高循环速率。
- 如果您主要关注的是要求苛刻的应用中的零件耐用性和材料强度:使用铝或镁合金的冷压室铸造提供了卓越的机械性能。
最终,了解这种基本划分使您能够将您的材料要求与正确的制造能力相匹配。
摘要表:
| 特征 | 热压室机器 | 冷压室机器 |
|---|---|---|
| 主要材料 | 锌、锡、铅合金 | 铝、镁、黄铜 |
| 熔点 | 低熔点合金 | 高熔点合金 |
| 速度 | 更快的循环时间 | 由于舀取步骤而变慢 |
| 机器设计 | 集成熔炉 | 独立熔炉 |
| 最适合 | 高产量、小零件 | 结构性、高强度零件 |
需要帮助为您的项目选择合适的压铸工艺? KINTEK 专注于实验室设备和耗材,服务于实验室需求。我们的专家可以根据您的材料要求、生产量和性能目标,帮助您选择最佳的铸造解决方案。立即联系我们,讨论您的具体应用并获得专业指导!
图解指南