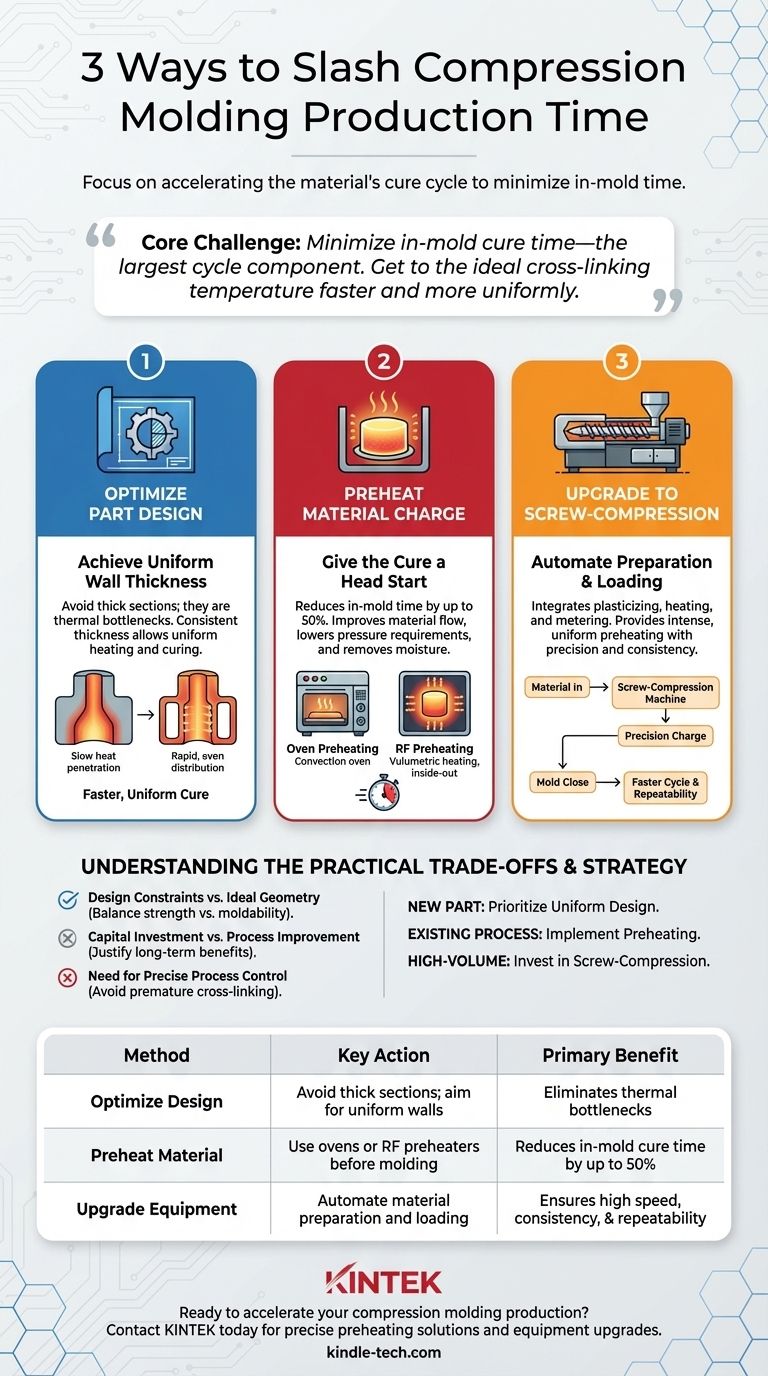
为了减少压缩成型中的生产时间,您必须专注于加速材料的固化周期。最有效的三种方法是:通过避免厚截面来优化零件设计;在材料进入模具之前对其进行预热;以及利用现代螺杆压缩设备进行自动化准备和装载。
压缩成型中的核心挑战是最大限度地缩短模内固化时间,这是任何周期中最大的组成部分。每一个有效的省时策略最终都是为了让热固性材料更快、更均匀地达到其理想的交联温度。
优化零件设计以实现更快的固化
零件的物理几何形状是控制其生产速度最基本的因素。由于热固性塑料是热的不良导体,热传递是一个缓慢的过程。
厚截面带来的问题
厚截面会成为热瓶颈。零件外部受热并开始固化,但热量渗透到厚区域核心所需的时间要长得多。
整个周期被组件中固化最慢的部分所拖累。在最厚的截面完全固化之前,您无法打开模具,这导致其余部分在等待中浪费时间。
均匀壁厚原则
理想的压缩成型零件设计应在整个零件中保持一致的壁厚。这使得整个零件能够以均匀的速度受热和固化。
当厚截面不可避免时,可以通过“掏空”该区域等设计技术来去除不必要的材料,从而在不损害结构完整性的前提下创建更均匀的横截面。

通过材料预热加速周期
在材料进入热模具之前对其进行加热是缩短生产周期最直接的方法之一。这实质上是让固化过程抢占先机。
预热如何减少模内时间
预热的材料料团需要更少的时间和能量从模具中获取,以达到其最终固化温度。这可以将模内固化时间缩短50%或更多。
预热还能改善材料流动性,降低所需的成型压力,并有助于排出任何残留水分,从而防止表面缺陷。
常见的预热技术
最常见的方法包括将材料料团放入对流烤箱中,或使用高频(RF)预热器。
射频预热尤其高效,因为它能对材料进行体积加热(由内向外),从而使料团内部温度非常均匀。
升级设备以实现自动化效率
现代机械将材料准备直接集成到成型过程中,消除了手动步骤,并创建了更一致、更快的周期。
螺杆压缩机械的作用
螺杆压缩(或螺杆注射)成型机使用往复式螺杆,类似于注射成型机。该螺杆自动塑化、加热和计量所需的确切材料量。
螺杆的剪切作用在材料送入模具之前对其进行强烈、均匀的加热。这有效地以高精度实现了预热过程的自动化。
对材料处理和一致性的影响
自动化材料准备和计量过程消除了手动装载的变异性。这使得过程更具可重复性,减少了材料浪费,并持续缩短了周期时间。
理解实际权衡
尽管这些方法是有效的,但它们伴随着必须与您的具体操作目标相平衡的实际考虑因素。
设计限制与理想几何形状
设计师的目标是实现均匀的壁厚,但零件的功能要求可能需要厚截面以提高强度或便于组装。这需要在理想的可成型性与最终使用性能之间进行权衡。
资本投资与工艺改进
预热设备,尤其是新型螺杆压缩机械,需要大量的资本投资。这必须通过预期吞吐量的增加和长期零件成本的降低来证明其合理性。
精确过程控制的必要性
预热并非没有风险。材料过热可能会过早引发交联反应,导致材料在模具闭合前固化。这需要对温度和时间进行精确控制才能有效。
如何将此应用于您的生产目标
您缩短周期时间的策略取决于您的资源以及您所处的生命周期阶段。
- 如果您的主要重点是设计新零件:优先考虑创建均匀的壁厚,并从一开始就掏空任何不可避免的厚截面。
- 如果您的主要重点是在最小投资下改进现有工艺:为您的材料料团实施受控的预热步骤。
- 如果您的主要重点是实现长期、大批量生产的最大化:投资螺杆压缩机械,使过程自动化,以实现最高的生产速度和一致性。
最终,掌握压缩成型效率来自于有目的、精确地控制热传递。
总结表:
| 方法 | 关键行动 | 主要益处 |
|---|---|---|
| 优化零件设计 | 避免厚截面;力求均匀壁厚 | 消除热瓶颈,实现均匀固化 |
| 预热材料料团 | 成型前使用烤箱或射频预热器 | 将模内固化时间缩短高达50% |
| 升级至螺杆压缩 | 自动化材料准备和装载 | 确保高速、一致性和可重复性 |
准备好加速您的压缩成型生产了吗?
在 KINTEK,我们专注于提供实验室设备和耗材,帮助您优化流程。无论您需要精确的预热解决方案,还是正在考虑升级到现代螺杆压缩机械,我们的专家都可以帮助您确定正确的策略,以最大限度地提高您的吞吐量和一致性。
立即联系我们的团队,讨论我们如何帮助您实现更快的周期时间和更低的零件成本。
图解指南