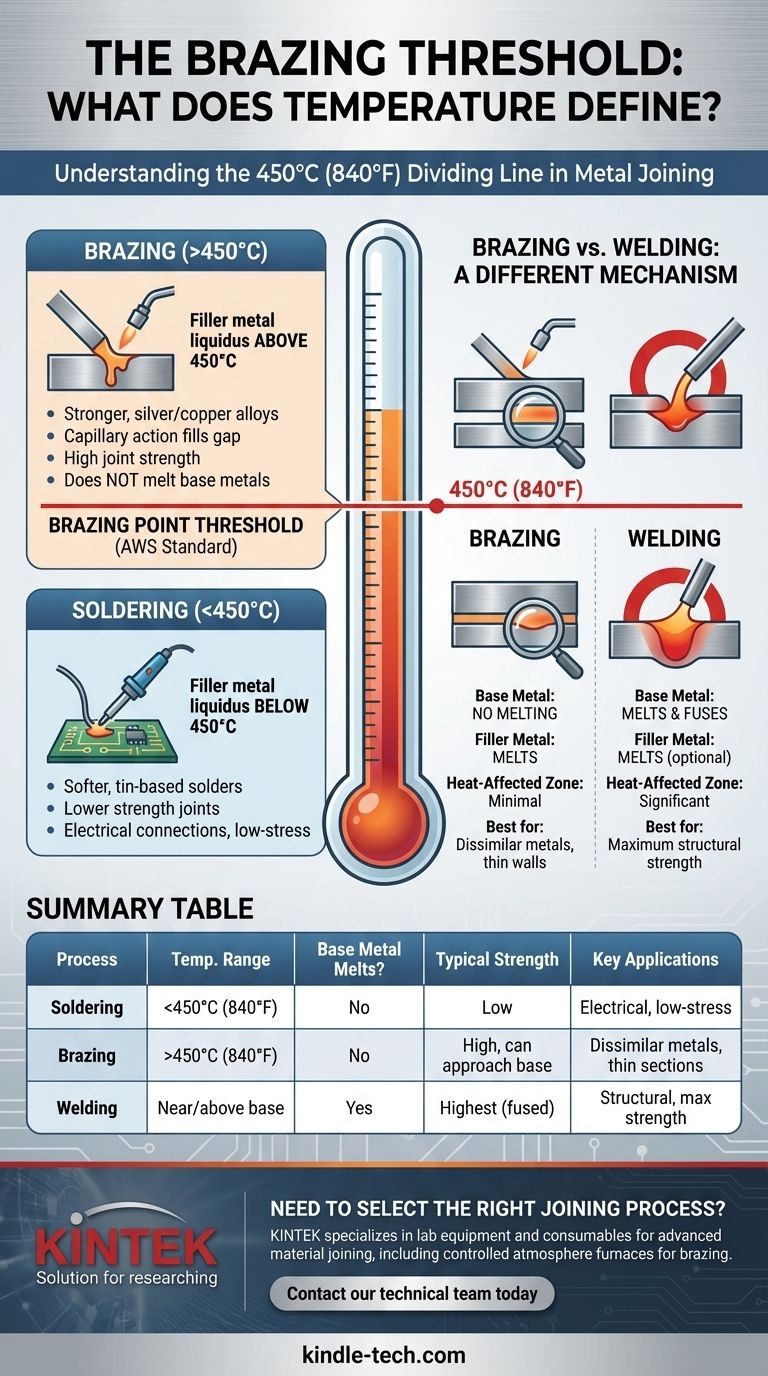
要被归类为钎焊,该过程必须使用液相温度高于 450°C (840°F) 的填充金属。美国焊接协会确立的这个特定阈值是钎焊和低温钎焊过程之间的国际公认分界线。然而,温度本身只是故事的一部分;它是代表根本不同类别的材料和接头强度的标志。
核心区别不仅仅是温度,而是温度所带来的可能性。钎焊工作在一个“最佳点”——足够热以使用坚固、高性能的填充合金,但又足够冷,可以在不熔化和潜在损坏金属的情况下连接它们,这与焊接不同。
定义界限:钎焊与软钎焊
最常见的混淆点是软钎焊和钎焊之间的区别。虽然它们看起来相似,但温度阈值在工艺和结果上都划清了明确的界限。
450°C (840°F) 阈值
这个数字是正式定义。任何使用熔点低于此点的填充金属的连接过程都是软钎焊。任何使用熔点高于此点(但低于母材熔点)的填充金属的过程都是钎焊。
这不是一个任意的界限。它对应于所使用的填充金属合金类型发生了重大转变,从较软的锡基焊料转向更坚固的银基和铜基钎焊合金。
填充金属如何工作
钎焊和软钎焊都依赖于毛细作用。这是一种物理现象,液体会被吸入狭窄的空间,即使是抵抗重力的作用。
为了获得牢固的接头,两个母材部件之间的间隙必须精确控制。然后加热的填充金属熔化,被吸入这个间隙,并在冷却时粘合到母材的表面。
强度和应用差异
钎焊的较高温度允许使用强度明显更高的填充金属。正确钎焊的接头,其拉伸强度可以接近甚至超过所连接母材的强度。
相比之下,软钎焊接头要弱得多。它们适用于电气连接或低应力管道,但不用于强度是主要考虑因素的结构应用。
钎焊与焊接:不同的机制
另一种主要的连接工艺是焊接,它经常与钎焊混淆,但其工作原理完全不同。
熔化母材与不熔化母材
这是最关键的区别。在焊接中,母材的边缘被熔化并熔合在一起,通常还会添加熔融的填充材料。最终的接头是同一(或非常相似)金属的连续、固化的部分。
在钎焊中,只有填充金属熔化。母材被加热,但它们从未达到熔点。钎焊基本上充当一种非常牢固的金属胶水,将部件粘合在一起,而不会改变其基本状态。
对材料性能的影响
由于焊接涉及高得多的局部温度,它会产生一个明显的热影响区 (HAZ)。这可能会改变母材的回火、硬度和内部应力,有时会削弱它们。
钎焊使用较低、更均匀分布的热量。这使得它成为连接热处理部件、薄壁管或难以焊接的异种金属(如铜与钢)的理想工艺。
理解权衡
尽管功能强大,但钎焊并非万能的解决方案。成功取决于理解其特定的要求和局限性。
“间隙”至关重要
毛细作用只有在部件之间的间隙正确时才有效。间隙太宽将不允许填充金属被吸入并完全填充接头。间隙太窄将阻止填充金属进入。
母材清洁度
钎焊对油污、油脂和氧化物等表面污染物非常敏感。在加热之前,必须仔细清洁表面。几乎总是需要化学助焊剂或受控的无氧气氛,以防止加热过程中重新氧化并帮助填充金属流动。
强度限制
虽然钎焊接头非常坚固,但其最终强度通常受填充合金本身的剪切强度限制。对于要求绝对最大结构完整性的应用,正确执行的焊接几乎总能产生更牢固的连接。
为您的项目做出正确的选择
选择正确的工艺需要将方法与您应用的独特需求相匹配。
- 如果您的主要重点是连接异种金属或薄截面: 钎焊是理想的选择,因为它热输入较低,并且能够在不熔化它们的情况下粘合不同的材料。
- 如果您的主要重点是最大的接头强度和完整性: 焊接通过将母材熔合成一个部件,提供最牢固的连接。
- 如果您的主要重点是导电性或低应力密封: 软钎焊是正确的、具有成本效益的工艺,可以避免对敏感部件造成热损伤。
最终,理解温度的作用可以帮助您选择在强度、材料完整性和复杂性之间取得最佳平衡的工艺,以实现您的目标。
摘要表:
| 工艺 | 温度范围 | 母材熔化? | 典型接头强度 | 主要应用 |
|---|---|---|---|---|
| 软钎焊 | 低于 450°C (840°F) | 否 | 低 | 电气连接,低应力管道 |
| 钎焊 | 高于 450°C (840°F) | 否 | 高,可接近母材强度 | 连接异种金属、薄截面、热敏元件 |
| 焊接 | 接近/高于母材熔点 | 是 | 最高(熔合母材) | 需要最大强度的结构应用 |
需要为您的材料选择正确的连接工艺?
了解钎焊、软钎焊和焊接之间的关键温度差异是实现牢固、可靠的粘合而又不损坏部件的关键。KINTEK 专注于提供先进材料连接过程所需的精确实验室设备和耗材,包括非常适合钎焊应用的受控气氛炉。
我们的专家可以帮助您选择正确的工具,以确保针对您的特定项目实现最佳的温度控制、清洁度和接头完整性。让我们帮助您获得卓越的结果。
立即联系我们的技术团队 讨论您的应用需求!
图解指南