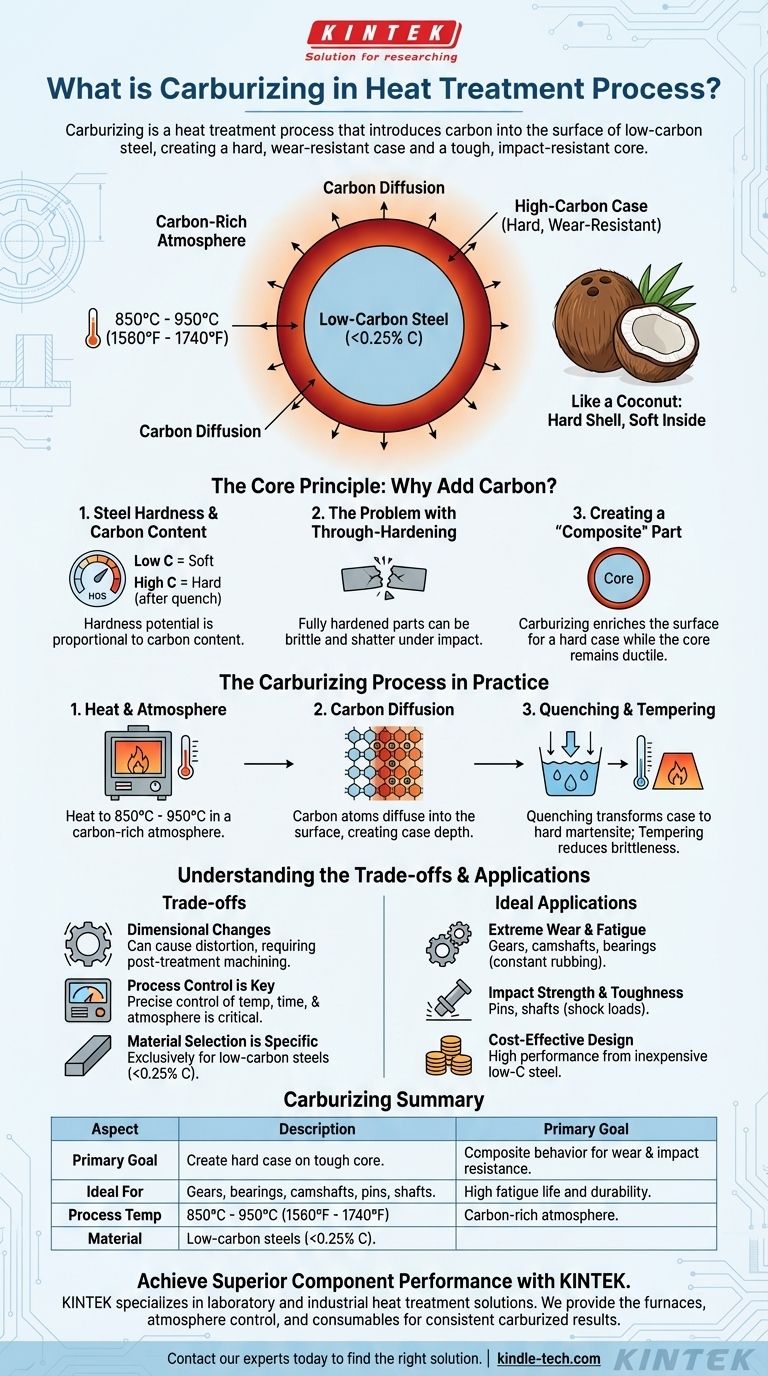
简而言之,渗碳是一种热处理工艺,它将碳引入低碳钢的表面。通过在富碳环境中加热金属,可以形成一个具有非常坚硬、耐磨外层(或“渗碳层”)的零件,而内部(或“芯部”)则保持柔软和坚韧。
渗碳的中心目的不仅仅是使钢变硬,而是从单一金属件上制造出一个复合零件:一个坚硬、耐磨的表面与一个坚韧、抗冲击的芯部融合在一起。
核心原理:为什么要添加碳?
渗碳是一种特定类型的表面硬化工艺。它的价值根植于碳含量与钢性能之间的基本关系。
钢的硬度与碳含量
钢在淬火(快速冷却)时变硬的能力与其碳含量成正比。低碳钢虽然坚韧且易于成形,但其自身无法显著硬化。
整体硬化的弊端
简单地使用高碳钢使零件整体变硬通常是一个糟糕的解决方案。完全硬化的部件可能会变脆,使其在受到尖锐冲击或应力时容易破碎。
制造“复合”零件
渗碳解决了这个难题。它仅将额外的碳富集到低碳钢零件的表面。这形成了两个不同的区域:具有高硬度潜力的高碳渗碳层,以及保留其固有韧性和延展性的低碳芯部。
这类似于椰子:坚硬的保护性外壳保护着内部较软的物质。

实践中的渗碳工艺
该过程涉及两个关键阶段:用碳丰富表面,然后锁定硬度。
关键要素:温度和气氛
将钢制部件加热到高温,通常在 850°C 至 950°C (1560°F 至 1740°F) 之间,远低于其熔点。它在受控的富碳气氛下在密闭的炉内保持在此温度。
碳扩散
在升高的温度下,钢的晶体结构是开放的,允许来自气氛中的碳原子扩散到表面。这种碳渗透的深度,称为渗碳层深度,由过程的时间和温度控制。
关键的最后一步:淬火和回火
添加碳仅提供了硬化的潜力。要实现最终性能,必须将零件从高温淬火。这种快速冷却将高碳渗碳层转变为非常坚硬的结构(马氏体),而低碳芯部则形成更坚韧、更具延展性的结构。通常会进行最终的低温回火处理,以降低渗碳层的脆性。
理解权衡
尽管渗碳功能强大,但它是一个复杂的冶金过程,其中包含必须控制的关键变量。
尺寸变化
该过程中固有的剧烈加热和快速淬火可能导致部件变形或尺寸变化。这必须在设计中预料到,通常需要进行后处理研磨或机加工才能达到最终公差。
过程控制是关键
渗碳的有效性完全取决于对温度、时间和气氛组成的精确控制。不一致的过程控制可能导致渗碳层过浅、过深或碳含量不正确,从而导致部件失效。
材料选择是特定的
此过程专为低碳钢(通常碳含量低于 0.25%)设计。将其应用于中碳钢或高碳钢是多余的,并可能形成极易开裂的脆性表面。
何时指定渗碳
选择此过程是一项工程决策,由组件所需的性能特征驱动。
- 如果您的主要关注点是极端的耐磨性和疲劳寿命: 渗碳是齿轮、凸轮轴和轴承等承受持续摩擦和循环载荷的零件的理想选择。
- 如果您的主要关注点是抗冲击强度和韧性: 渗碳是销钉和轴等必须承受冲击载荷而不破裂的部件的标准选择,这些部件依靠坚韧的芯部来吸收能量。
- 如果您的主要关注点是成本效益设计: 渗碳允许您使用廉价、易于加工的低碳钢来制造具有更昂贵合金的高性能表面的组件。
通过了解渗碳,您可以有意地设计出具有特定应用所需硬度表面和芯部韧性的理想组合的组件。
总结表:
| 方面 | 描述 |
|---|---|
| 主要目标 | 由单一的低碳钢件制造出具有坚韧、延展性芯部的坚硬、耐磨表面(渗碳层)。 |
| 关键优势 | 实现“复合”材料行为:优异的表面硬度带来耐磨性,与芯部的韧性带来抗冲击性相结合。 |
| 理想用途 | 需要高疲劳寿命和耐用性的齿轮、轴承、凸轮轴、销钉和轴。 |
| 工艺温度 | 在富碳气氛中为 850°C - 950°C (1560°F - 1740°F)。 |
| 材料 | 专门用于低碳钢(<0.25% 碳)。 |
通过 KINTEK 实现卓越的组件性能
您的应用是否需要坚硬、耐磨的表面与坚韧、抗冲击的芯部的独特组合?渗碳过程是一门精确的科学,需要专业的知识和可靠的设备来完美控制温度、气氛和淬火。
KINTEK 专注于实验室和工业热处理解决方案。我们提供实现一致、高质量渗碳结果所需的炉、气氛控制系统和消耗品。无论您是开发新的齿轮、轴承还是其他关键组件,我们的专业知识都能确保您的材料达到耐用性和性能的最高标准。
让我们讨论我们如何支持您的热处理需求。 立即联系我们的专家,为您的实验室或生产线找到合适的解决方案。
图解指南