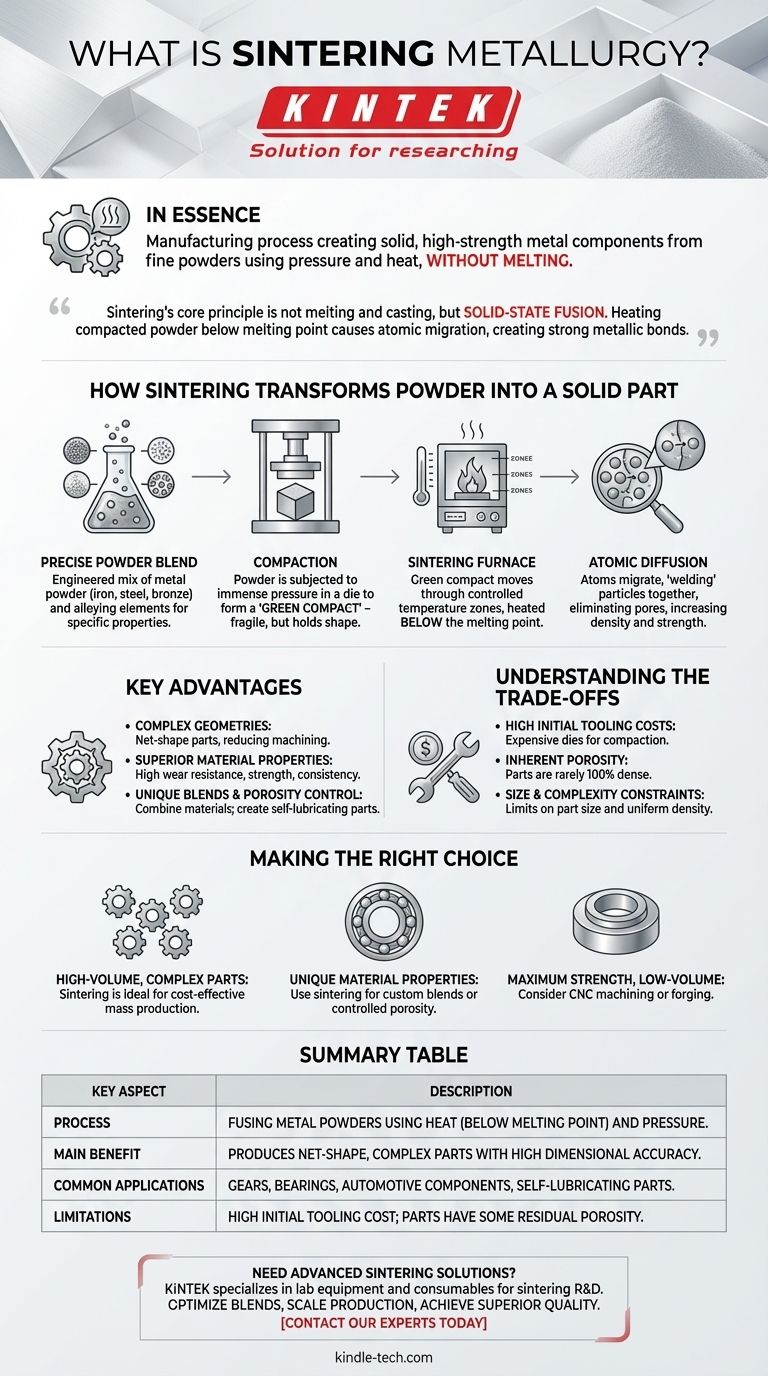
从本质上讲,烧结冶金是一种制造工艺,它通过精细的粉末制造出坚固、高强度的金属部件,而无需熔化材料。它利用压力和热量的精确组合将单个金属颗粒熔合在一起,形成齿轮、轴承和结构汽车部件等零件,并具有出色的尺寸精度。
烧结的核心原理不是熔化和铸造,而是固态熔合。通过将压实的粉末加热到其熔点以下的温度,原子在颗粒之间迁移,形成坚固的金属键,并将脆弱的粉末形状转化为致密的功能部件。
烧结如何将粉末转化为固体部件
烧结过程是粉末冶金 (PM) 广泛领域中的一个关键步骤。它是一种高度受控的多阶段方法,能够可靠地将松散的粉末转化为坚固的工程部件。
起点:精确的粉末混合物
该过程始于精心设计的金属粉末。这通常不仅仅是一种金属,而是铁、钢、青铜或铝与实现所需最终性能(如硬度或耐腐蚀性)的其他合金元素的特定混合物。
步骤 1:压实
将金属粉末混合物倒入形状与最终部件相同的硬化钢模具中。然后对其施加巨大的压力,将松散的粉末压实成一个有凝聚力的物体。由此产生的部件被称为“生坯”。它易碎且强度低,但能精确保持其形状。
步骤 2:烧结炉
然后将生坯小心地通过一个带有多个精确控制的温度区的长炉。部件被加热到特定的烧结温度,该温度始终低于主要金属的熔点。
键合科学:原子扩散
在此升高温度下,单个粉末颗粒表面的原子变得高度活跃。它们开始跨越边界从一个颗粒迁移到另一个颗粒,形成坚固、永久的金属键。这种原子扩散过程有效地将颗粒“焊接”在一起,消除了它们之间的孔隙,并显著增加了部件的密度、强度和硬度。

烧结冶金的主要优势
烧结之所以优于其他制造方法,是因为它具有几个独特的优势,尤其是在大批量生产环境中。
创建复杂的几何形状
烧结擅长生产净形或近净形零件。这意味着部件在加工完成后非常接近其最终尺寸,从而大大减少或消除了对昂贵且耗时的二次加工的需求。
卓越的材料性能
该工艺允许制造具有出色耐磨性、高强度和一致尺寸精度的零件,可生产数千甚至数百万个单元。这种可靠性对于汽车变速器和电动工具等应用至关重要。
独特的材料混合物和孔隙率控制
由于金属未熔化,您可以组合通常不会合金化的材料。此外,该工艺允许有意识地控制最终孔隙率。这用于制造自润滑轴承(孔隙中含有油)或专用过滤器。
了解权衡
没有完美的流程。客观性要求承认烧结的局限性。
高昂的初始模具成本
压实阶段所需的模具复杂且由极其坚硬、耐磨的钢制成。这代表着巨大的前期投资,使得烧结对于原型或非常小的生产批量来说不经济。
固有孔隙率
虽然孔隙率可能是一个特点,但它也可能是一个限制。烧结部件很少能达到 100% 的致密。这种残余孔隙率可能使烧结部件不如锻造或机加工部件适用于需要绝对最大抗拉强度或抗疲劳性的应用。
尺寸和复杂性限制
可生产的零件尺寸存在实际限制。非常大的部件难以均匀压实。同样,某些复杂的内部特征或倒扣可能无法在压实模具中形成。
为您的目标做出正确选择
决定烧结是否是正确的方法完全取决于您项目的具体优先事项。
- 如果您的主要重点是复杂零件的大批量生产:烧结是经济高效地制造数千个相同、近净形部件(如齿轮或传感器外壳)的理想选择。
- 如果您的主要重点是独特的材料性能:使用烧结来设计定制材料混合物或可控孔隙率部件,例如自润滑衬套,这些部件很难或不可能通过其他方法制造。
- 如果您的主要重点是小批量零件的最大强度:从实心坯料进行数控加工或锻造等不同方法可能是一种更合适且更具成本效益的途径。
通过了解其原理,您可以利用烧结以卓越的效率和材料控制来制造坚固而复杂的金属零件。
总结表:
| 关键方面 | 描述 |
|---|---|
| 工艺 | 使用热量(低于熔点)和压力熔合金属粉末。 |
| 主要优点 | 生产具有高尺寸精度的净形、复杂零件。 |
| 常见应用 | 齿轮、轴承、汽车部件、自润滑部件。 |
| 局限性 | 初始模具成本高;零件存在一些残余孔隙率。 |
需要高效生产复杂、高强度的金属部件?KINTEK 专注于提供烧结和粉末冶金研发所需的先进实验室设备和耗材。无论您是优化材料混合物还是扩大生产规模,我们的解决方案都能帮助您实现卓越的零件质量和性能。立即联系我们的专家,讨论我们如何支持您实验室的烧结项目!
图解指南