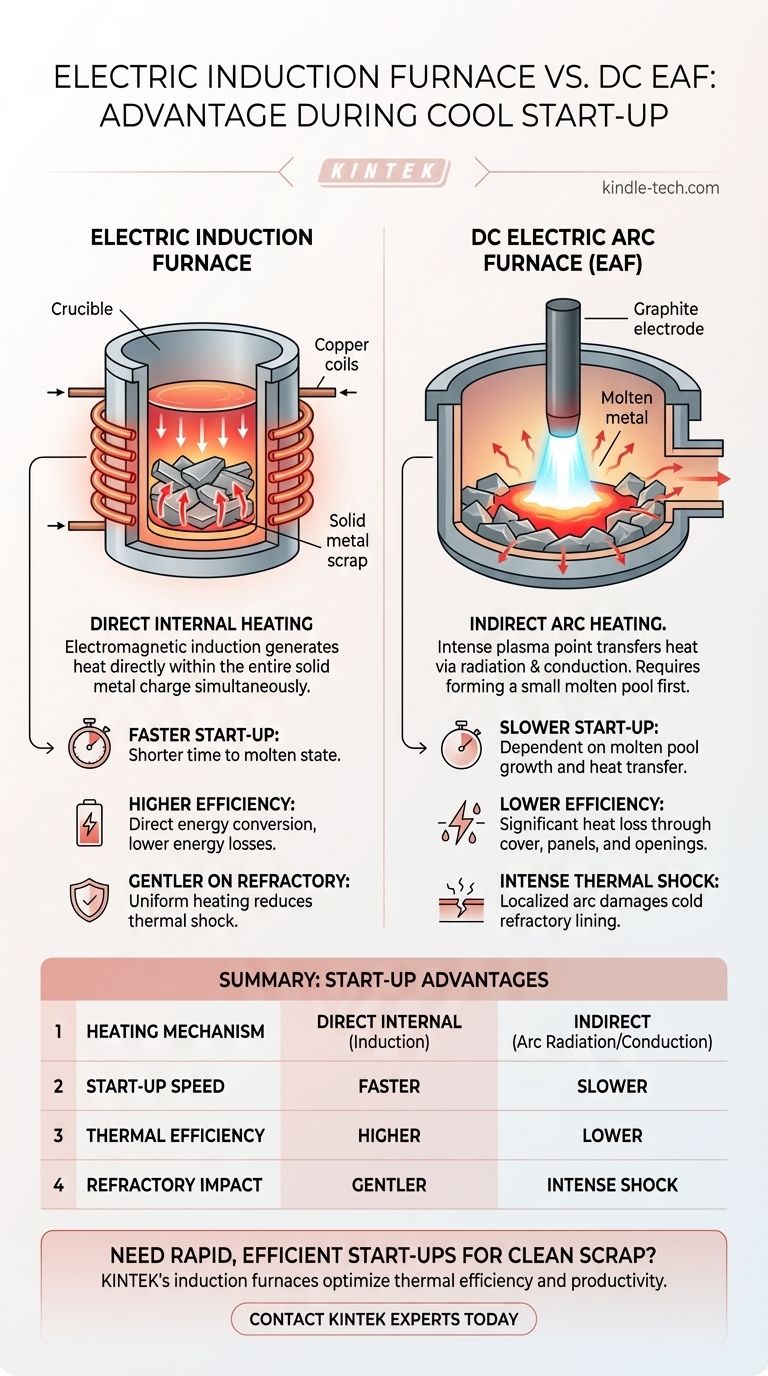
电感应炉在冷启动操作期间相对于直流电弧炉(EAF)的主要优势在于其根本上更优越的加热机制。感应炉加热更快,热效率显著更高,因为它直接在固体金属炉料内部产生热量,而电弧炉必须首先形成一个熔融金属池,然后才能间接将热量传递给剩余的固体废料。
冷启动的核心挑战是在固体物质内部高效地将电能转化为热能。感应炉通过将金属废料本身转化为加热元件而表现出色,从而避免了电弧炉在其初始阶段固有的低效、局部和间接加热过程。
加热机制的根本区别
要了解启动优势,我们必须首先了解每种炉子如何产生和传递热量。这两个过程根本不同,对熔化冷的固体炉料具有深远的影响。
感应炉:直接内部加热
感应炉的工作原理是电磁感应。交流电通过铜线圈,产生强大且快速变化的磁场。
这个磁场穿透放置在炉内的金属废料,直接在金属件内部感应出强大的电流——称为涡流。金属自身的电阻使其从内到外迅速均匀加热。
直流电弧炉:间接电弧加热
直流电弧炉通过在单个石墨电极和金属炉料之间产生巨大的电弧来工作。这会产生一个极热的等离子点,这是热量的主要来源。
热量通过这个极度局部的热点以辐射和传导的方式传递给废料。电弧必须首先穿透废料的顶层,形成一个小的熔融金属池。
电弧炉的“冷启动”挑战
在冷启动期间,电弧炉的间接加热机制效率最低。固体、不规则形状的废料提供较差的电接触和热接触。
电弧的能量集中在一个非常小的区域。熔化整个炉料的过程依赖于这个小液池的增长并将其热量传递给周围的固体金属,这是一个缓慢且低效的初始步骤。

启动期间的关键操作优势
这种加热物理的差异使得感应炉在完全冷炉料启动时具有明显的运行优势。
无与伦比的速度和效率
由于感应炉中的整个金属炉料开始内部同时加热,因此达到熔融状态所需的时间大大缩短。
这种直接能量转换导致在初始熔化阶段的热效率显著更高,每吨千瓦时(kWh/ton)消耗量低于电弧炉。
减少能量损失
电弧炉的设计固有地通过其大型炉盖、水冷面板和开口损失大量热量。这些损失在漫长的初始熔化阶段尤其浪费。
感应炉更紧凑和封闭,最大限度地减少了向周围环境的辐射热损失,并将更多能量导向金属。
对耐火衬里更温和
电弧的强烈局部热量在启动期间会对电弧炉的冷耐火衬里造成严重的热冲击。
感应炉更均匀的加热方式对耐火材料的损害要小得多,这可能延长衬里的使用寿命,尤其是在频繁启停的操作中。
了解更广泛的权衡
虽然感应炉在冷启动方面具有明显优势,但它并非普遍优越。技术的选择完全取决于操作规模和目标。
电弧炉在规模和废料多功能性方面表现出色
电弧炉可以建造得更大,容量通常超过150吨,使其成为大批量钢铁生产的标准。
其强大的功率和形成精炼渣层的能力使其能够处理质量较低、密度较小且污染较多的废料。强烈的电弧有效地熔化和管理对感应炉来说可能成问题的杂质。
感应炉需要更清洁的废料
感应炉的性能高度依赖于废料的质量。它需要相对清洁、致密且化学成分已知的炉料。
炉料中的非金属和非导电材料不会加热,并且会干扰熔化过程的效率。
为您的操作做出正确选择
一种炉子优于另一种炉子的情况完全取决于具体环境,这取决于金属铸造或炼钢操作的具体需求。
- 如果您的主要关注点是快速熔化、频繁冷启动以及处理清洁废料(例如,在铸造厂或特种合金厂):感应炉的速度和热效率使其成为明确的选择。
- 如果您的主要关注点是使用各种或低品位废料进行大规模生产(例如,在小型钢厂):直流电弧炉的原始功率、精炼能力和规模经济至关重要,尽管其启动阶段效率较低。
最终,选择正确的炉子需要清楚地了解每种加热方法的物理原理如何与您的特定生产目标保持一致。
总结表:
| 特点 | 电感应炉 | 直流电弧炉(EAF) |
|---|---|---|
| 加热机制 | 通过电磁感应直接内部加热 | 通过电弧间接加热(辐射/传导) |
| 启动速度 | 更快(整个炉料同时加热) | 更慢(需要先形成熔融金属池) |
| 热效率(启动时) | 更高(直接能量转换) | 更低(显著热损失) |
| 对耐火衬里的影响 | 更温和、更均匀的加热 | 局部电弧产生强烈热冲击 |
| 理想废料类型 | 清洁、致密、成分已知 | 多样化、低品位、受污染 |
需要一个用于快速、高效启动的炉子吗?
KINTEK专注于高性能实验室设备,包括专为卓越热效率和更快熔化时间而设计的电感应炉。如果您的操作需要频繁冷启动,并且您处理清洁废料或特种合金,我们的解决方案可以显著降低您的能耗并提高生产力。
立即联系我们的专家,为您的特定需求找到完美的炉子,并开始优化您的熔化过程。
图解指南