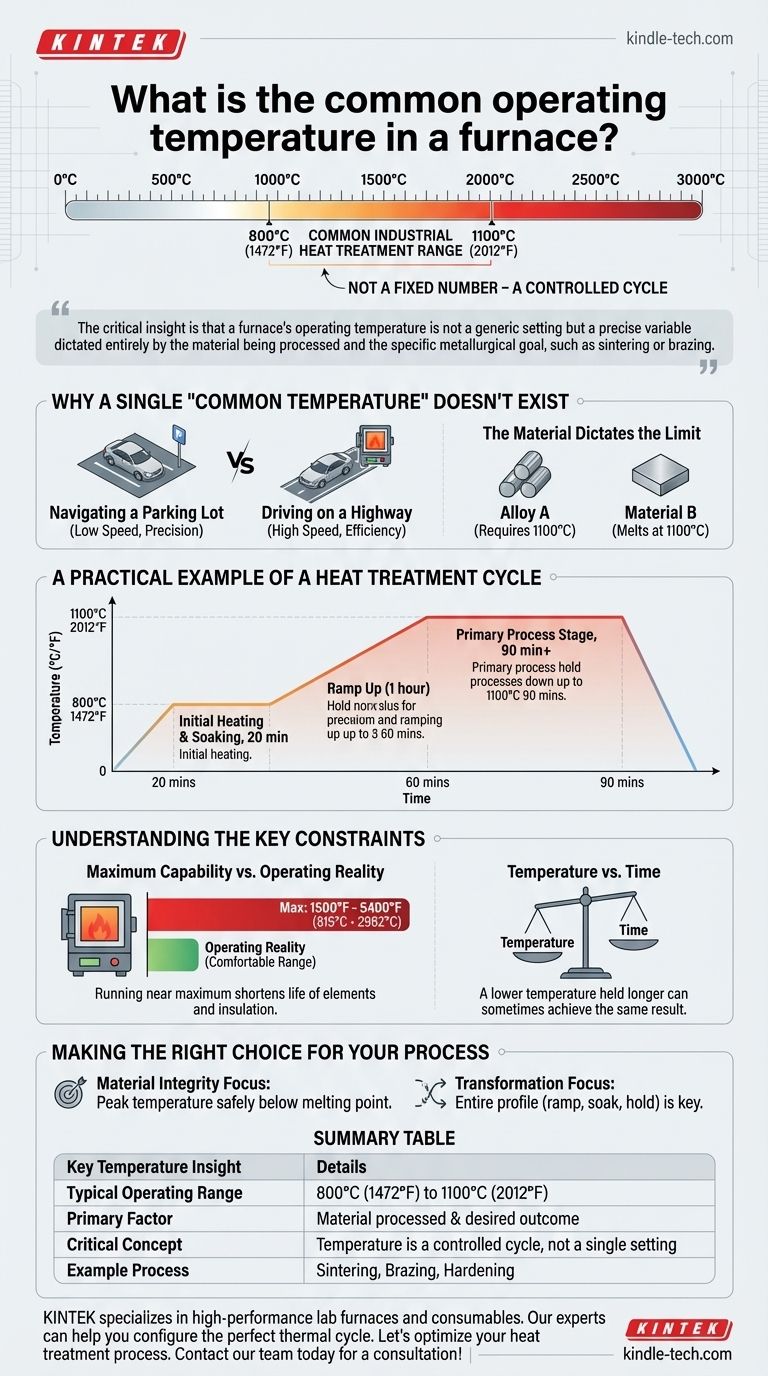
虽然没有单一的通用温度,但工业热处理工艺的常见工作范围在 800°C (1472°F) 到 1100°C (2012°F) 之间。这个温度不是一个固定数值,而是为特定材料和预期结果设计的加热和保温的精心控制周期的一部分。
关键的见解是,炉子的工作温度不是一个通用设置,而是一个完全由正在处理的材料和特定的冶金目标(例如烧结或钎焊)决定的精确变量。
为什么不存在单一的“常见温度”
询问炉子的常见温度就像询问汽车的常见速度一样;正确的答案完全取决于目标,无论是驾驶在停车场还是高速公路上。同样的原理也适用于工业炉。
目标决定热量
不同的热处理工艺旨在实现根本不同的结果,每种工艺都需要独特的温度曲线。
例如,烧结是一种将颗粒熔合在一起以形成固体物体的过程。目标是在不液化材料的情况下对其进行成形,这意味着必须仔细控制温度以使其保持在材料的熔点以下。
材料决定极限
被处理材料的特性设定了任何热处理的绝对上限和下限。
一种特定的合金可能需要1100°C的温度才能获得所需的晶体结构,而另一种材料可能在相同温度下受损或熔化。

热处理周期的实际例子
炉子不是以单一温度运行,而是按照包含多个阶段的程序周期运行。真空炉的典型程序很好地说明了这一点。
初始加热和保温阶段
炉子可能首先升温至 800°C (1472°F) 并保持一段时间,例如20分钟。这种初始“保温”使温度在整个部件中均匀,并有助于烧掉任何污染物。
主要工艺阶段
接下来,温度在一个小时内缓慢升高到主要工作温度,可能达到 1100°C (2012°F)。
然后,炉子将此峰值温度保持较长时间,通常为90分钟或更长时间。这是发生预期冶金转变(如键合或硬化)的阶段。
理解关键约束
简单地将炉子设置为高温是无效的,而且常常会造成损坏。这个过程是多种因素的平衡。
最大能力与运行实际情况
虽然许多工业炉系统的最大能力在 1,500°F 到 5,400°F (815°C 到 2982°C) 之间,但它们很少在这些极限下运行。
炉子接近其最高温度运行会缩短其加热元件和绝缘材料的寿命。大多数工艺都设计在炉子舒适的工作范围内运行,以确保一致性和寿命。
温度与时间
温度保持的持续时间与温度本身同样关键。较低的温度保持较长时间有时可以达到与较高温度保持较短时间相同的效果。这种权衡是工艺工程的关键部分。
为您的工艺做出正确的选择
选择正确的温度曲线需要清楚地了解您的最终目标和起始材料。
- 如果您的主要关注点是材料完整性: 最关键的因素是确保您的峰值温度安全地保持在材料熔点以下。
- 如果您的主要关注点是实现特定的转变: 整个温度曲线——包括升温速率、保温阶段和保持时间——比任何单一的峰值数字都更重要。
最终,正确的炉子温度是一个精确的工程决策,而不是一个通用设置。
总结表:
| 关键温度见解 | 详情 |
|---|---|
| 典型工作范围 | 800°C (1472°F) 至 1100°C (2012°F) |
| 主要因素 | 正在处理的材料和所需的冶金结果 |
| 关键概念 | 温度是受控周期的一部分,而不是单一设置 |
| 示例工艺 | 烧结、钎焊、硬化 |
选择合适的炉子和温度曲线对于您实验室的成功至关重要。 KINTEK 专注于高性能实验室炉和耗材,提供烧结、钎焊和其他热处理工艺所需的精确温度控制和耐用性。我们的专家可以帮助您为您的特定材料和目标配置完美的加热周期。
让我们优化您的热处理工艺。立即联系我们的团队 进行咨询!
图解指南