本质上,压缩成型是一种制造工艺,通过在加热的模具内使用热量和压力来塑造精确数量的塑料材料。材料(通常是预成型的块状物)被放入开放的模腔中,模具闭合,施加压力,迫使材料填充模腔并在固化时符合其形状。
压缩成型的核心原理是其简单性和有效性,尤其适用于制造热固性塑料的坚固耐用零件。虽然比其他方法慢,但它在生产具有出色结构完整性和低内应力的部件方面表现出色。
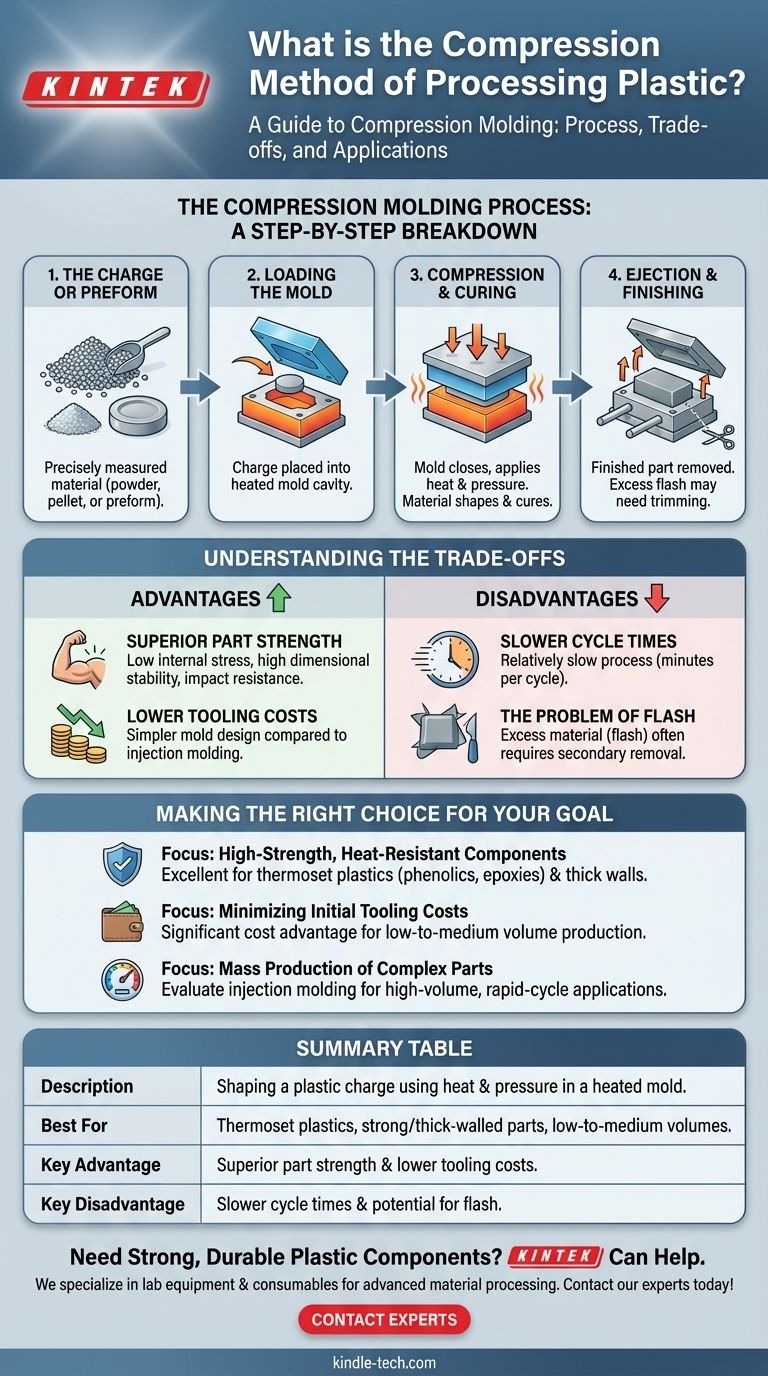
压缩成型的工作原理:分步解析
将压缩成型想象成制作华夫饼。您将原材料(面糊)放在加热的表面上,盖上盖子施加压力,并让热量将其转化为成品。
料块或预成型件
该过程从“料块”开始,即经过精确测量的成型材料。这可以是粉末、颗粒或大致与模具轮廓匹配的预成型形状。
装载模具
料块直接放入加热的、开放的模具下半部分。模具通常由高强度钢制成,并加热到特定温度,以软化塑料并启动固化过程。
压缩和固化
然后闭合模具的上半部分,施加显著的液压。这种压力迫使软化的材料流动并填充模腔的每个部分。持续的热量和压力的结合不仅塑造了零件,还引发了热固性塑料中的化学反应,使其永久硬化。
顶出和精加工
固化周期完成后,模具打开,成品零件被取出,通常借助顶出销。零件现在是一个坚固、稳定的部件。

了解权衡
没有一种制造工艺是完美适用于所有应用的。压缩成型具有一套独特的优点和缺点,使其非常适合某些项目,而不适合其他项目。
优点:卓越的零件强度
由于材料流动距离较短且处于持续压力下,压缩成型零件的内应力非常低。这使得部件具有高尺寸稳定性、强度和抗冲击性,特别是对于厚壁零件。
优点:较低的模具成本
与注塑成型所需的复杂流道和浇口系统相比,压缩模具的设计通常更简单。这种简单性直接转化为较低的初始模具和设置成本。
缺点:较慢的循环时间
需要在模具内加热材料并等待其固化,这使得压缩成型成为一个相对较慢的过程。循环时间可能从一分钟到几分钟不等,因此与注塑成型相比,它不太适合极高产量生产。
缺点:飞边问题
通常会有少量多余的材料,称为“飞边”,在模具两半的合模线处被挤出。这些飞边必须通过二次去飞边或修整操作去除,这增加了整个过程的一个步骤。
为您的目标做出正确选择
选择制造工艺完全取决于您零件的要求,包括其材料、复杂性和生产量。
- 如果您的主要关注点是高强度、耐热的厚壁部件:压缩成型是一个极好的选择,尤其是在使用酚醛树脂或环氧树脂等热固性塑料时。
- 如果您的主要关注点是为更简单、更大的零件最大限度地降低初始模具成本:压缩成型为中低产量生产提供了显著的成本优势。
- 如果您的主要关注点是高速批量生产复杂的薄壁零件:您应该评估注塑成型,因为它更适合高产量、快速循环的应用。
最终,了解强度、速度和成本之间的基本权衡是选择适合您产品的理想制造工艺的关键。
总结表:
| 方面 | 描述 |
|---|---|
| 工艺 | 在加热模具中使用热量和压力塑造塑料料块。 |
| 最适合 | 热固性塑料、坚固/厚壁零件、中低产量。 |
| 主要优点 | 卓越的零件强度和较低的模具成本。 |
| 主要缺点 | 较慢的循环时间和可能出现飞边(多余材料)。 |
需要生产坚固耐用的塑料部件吗?压缩成型工艺可能是您实验室或制造需求的完美解决方案。在 KINTEK,我们专注于提供先进材料加工所需的实验室设备和耗材。我们的专业知识可以帮助您选择合适的技术,以实现卓越的零件强度并优化您的生产成本。立即通过我们的联系表格联系我们的专家,讨论我们如何通过可靠的设备和量身定制的解决方案支持您的项目!
图解指南