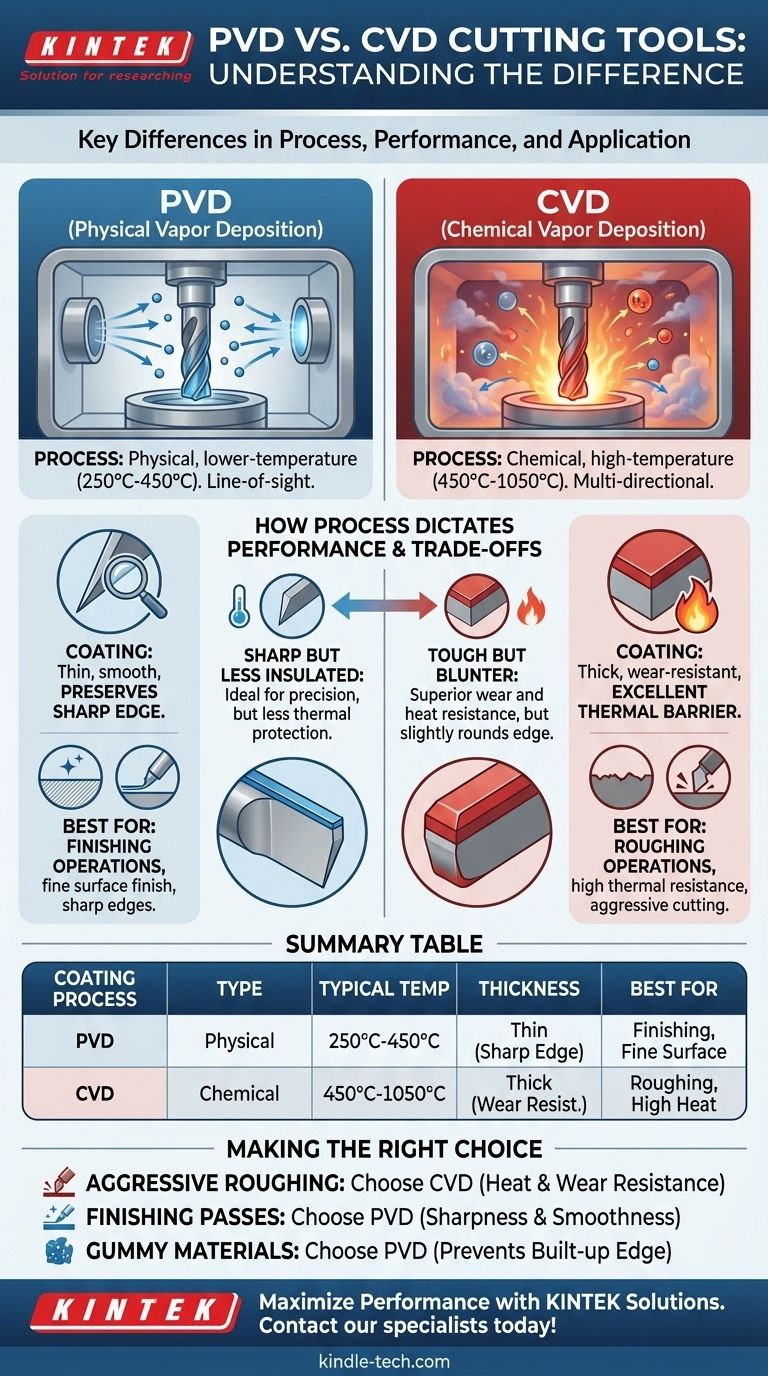
PVD 和 CVD 涂层之间的根本区别在于它们的应用工艺。PVD(物理气相沉积)是一个低温物理过程,沉积一层薄而光滑的涂层,从而保持锋利的切削刃。相比之下,CVD(化学气相沉积)是一个高温化学过程,形成更厚、更耐磨损的涂层,可作为出色的热障。
您选择的刀具涂层并非哪个工艺普遍更优越,而是哪个工艺最适合手头的任务。使用 PVD 进行精加工的精度操作,使用 CVD 进行粗加工所需的原始耐用性。
根本的工艺区别
“物理气相沉积”和“化学气相沉积”的名称直接描述了它们的核心区别。一个依赖于物理机械,另一个依赖于化学反应,这决定了最终涂层的每一个特性。
PVD 的工作原理(物理沉积)
PVD 是一个视线工艺,通常在 250°C 至 450°C 的较低温度下运行。
在此方法中,固态涂层材料在真空中被物理汽化成原子。这些原子然后以直线传播并沉积在切削刀具的表面上,形成一层薄而致密的层。可以将其视为原子级别的喷漆过程。
CVD 的工作原理(化学沉积)
CVD 是一个多向工艺,需要明显更高的温度,通常在 450°C 至 1050°C 之间。
在此过程中,各种气体被引入反应室。这些气体相互反应以及与刀具表面反应,在基材上“生长”形成固体涂层。这种化学反应使得涂层能够均匀地覆盖整个刀具,而不仅仅是视线范围内的部分。

工艺如何决定性能
温度、厚度和沉积方法的差异直接转化为涂层刀具在特定加工应用中的表现。
涂层厚度和刃口锋利度
PVD 形成较薄的涂层。这是一个显著的优势,因为它允许保持硬质合金刀片的原始、锋利的研磨刃口。
更锋利的刃口意味着更低的切削力、更干净的切口和更好的表面光洁度,使PVD 非常适合精加工操作。
耐热性和耐磨性
CVD 产生较厚的涂层。这种厚度提供了一个高效的热障,使硬质合金基材免受重切削产生的高温影响。
这种卓越的耐热性和耐磨性使CVD 成为粗加工和对刀具寿命至关重要的高速加工的最佳选择。
附着力和均匀性
CVD 过程中的化学键合通常能带来出色的基材附着力。其气态特性确保了非常均匀的涂层,即使在复杂的刀具几何形状上也是如此。
虽然 PVD 是视线工艺,但现代技术允许刀具旋转以实现良好的覆盖,其较低的温度对于某些基材来说可能是一个主要优势。
了解权衡
没有一种涂层方法是所有情况的完美解决方案。了解它们固有的局限性是做出有效选择的关键。
PVD:锋利但隔热性较差的刃口
PVD 的主要优势——其薄度——也是一个局限性。较薄的涂层提供的热绝缘性不如 CVD,使其不太适合侵略性粗加工的高温环境。
CVD:坚固但略钝的刃口
CVD 涂层的厚度虽然在耐磨性方面表现出色,但可能会轻微磨圆切削刃的微观锋利度。这使得它不太适合需要绝对最佳表面光洁度或加工易产生积屑瘤(BUE)的粘性材料的应用。
基材兼容性
CVD 过程的极端高温可能会影响某些硬质合金等级的韧性和冶金特性。PVD 的较低温度使其成为对热敏感基材的更安全选择,也是会因 CVD 温度而损坏的高速钢(HSS)刀具的标准选择。
为您的应用做出正确选择
要选择正确的涂层,您必须首先确定您的操作优先级。切削的目标决定了理想的刀具。
- 如果您的主要重点是侵略性粗加工或高速切削: 选择 CVD,因为它在高温条件下具有卓越的热障和出色的耐磨性。
- 如果您的主要重点是精加工和实现精细的表面光洁度: 选择 PVD,以利用其极其锋利的刃口和平滑的涂层特性。
- 如果您正在加工不锈钢、有色金属或“粘性”材料: 选择 PVD 涂层刀具,因为其锋利的刃口对于防止积屑瘤(BUE)至关重要。
- 如果您需要用于混合用途的通用刀具: 许多现代刀片使用多层涂层,但了解主要外层特性将有助于您预测其性能。
最终,将每种涂层工艺的独特优势与您的加工操作的具体要求相结合,是最大化性能和刀具寿命的关键。
摘要表:
| 涂层工艺 | 工艺类型 | 典型温度 | 涂层厚度 | 最适合 |
|---|---|---|---|---|
| PVD | 物理气相沉积 | 250°C - 450°C | 薄(保持锋利刃口) | 精加工操作、锋利刃口、精细表面光洁度 |
| CVD | 化学气相沉积 | 450°C - 1050°C | 厚(出色的耐磨性) | 粗加工操作、高耐热性、侵略性切削 |
通过 KINTEK 的正确刀具涂层解决方案,最大化您的加工性能!
在 PVD 和 CVD 涂层之间进行选择对于在您的实验室或制造环境中取得最佳效果至关重要。无论您是需要 PVD 用于精加工操作的锋利刃口精度,还是需要 CVD 用于粗加工操作的卓越热障,KINTEK 都在提供满足您特定切削刀具要求的精确实验室设备和耗材方面具有专业知识。
我们的专家可以帮助您选择完美的涂层技术,以延长刀具寿命、改善表面光洁度并提高整体效率。不要让您的加工结果听天由命——立即联系我们的专家,讨论 KINTEK 的切削刀具解决方案如何改变您的操作!
图解指南
相关产品
- 微波等离子体化学气相沉积MPCVD设备系统反应器,用于实验室和金刚石生长
- 精密加工用CVD金刚石刀具毛坯
- 用于微波等离子体化学气相沉积和实验室金刚石生长的圆柱形谐振腔MPCVD设备系统反应器
- 用于工业和科学应用的CVD金刚石圆顶
- 800毫米x800毫米工作台的精密线锯实验室切割机,适用于金刚石单线圆周小切割



















