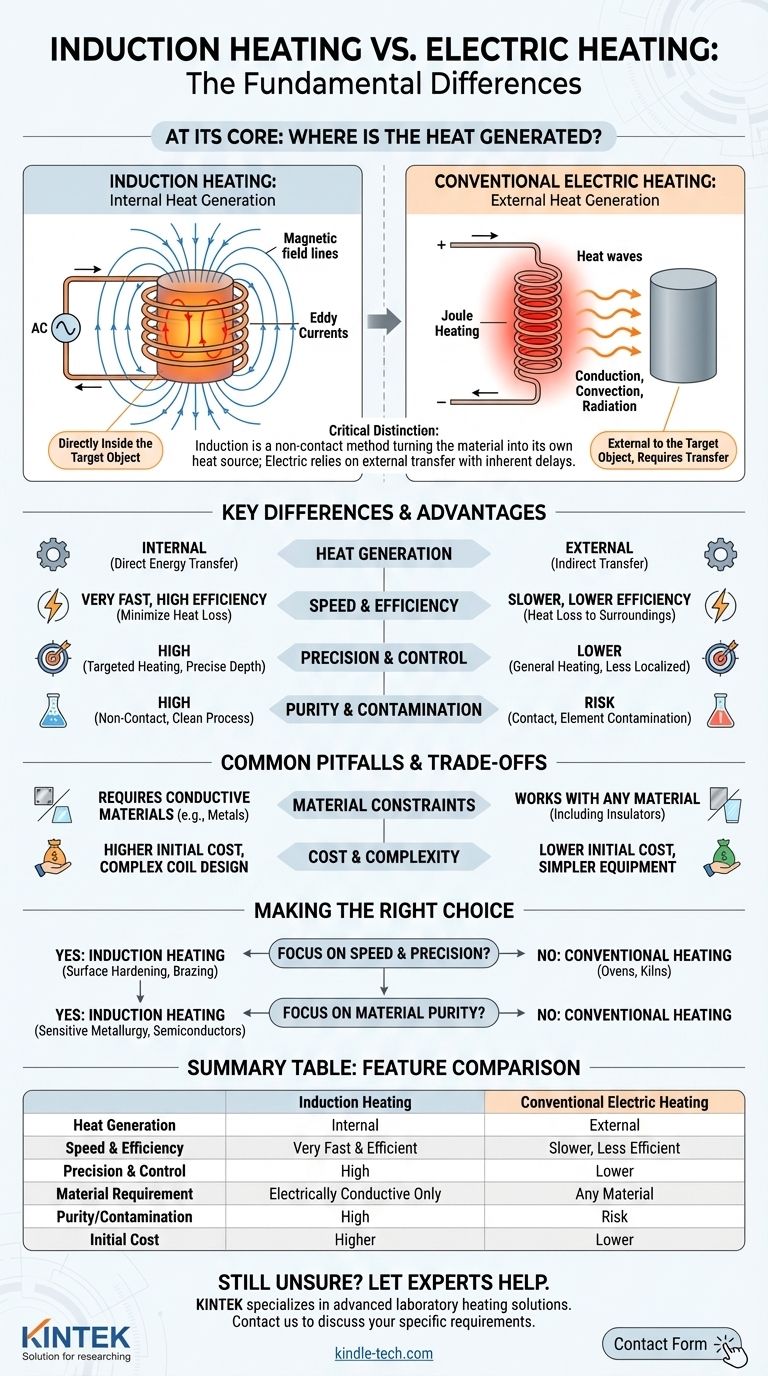
从核心来看,感应加热与其他形式电加热的区别在于热量产生于何处。传统电加热使用电阻元件发热,然后将热量传递给目标物体。感应加热则利用磁场在目标物体内部直接产生热量,使物体本身成为发热元件。
关键区别在于,感应加热是一种非接触式方法,它将导电材料转化为自身的发热源。这提供了传统电加热方法(依赖外部热传递)所无法比拟的速度、精度和纯度。
传统电加热的工作原理
传统或“电阻式”加热是我们日常生活中最常见的电加热形式,从厨房炉灶到工业熔炉都可见其身影。
电阻原理
这种方法的工作原理是让电流通过具有高电阻的材料,这种材料通常被称为发热元件。
当电子难以流过这种电阻材料时,它们会以热量的形式释放能量。这种现象被称为焦耳热。
热传递的作用
元件中产生的热量必须随后传递给目标工件。这通过传导(直接接触)、对流(空气或流体运动)或辐射(红外能量)发生。这是一个间接过程,伴随着固有的延迟和能量损失。

感应加热的工作原理
感应加热是一种更先进的工艺,它利用电磁学原理以卓越的精度传递能量。
核心机制:磁场
感应系统使用一个线圈,高频交流电(AC)通过该线圈。这会在线圈周围产生一个强大且快速变化的磁场。
内部生热:涡流
当导电工件置于此磁场中时,磁场会在材料内部感应出循环电流。这些电流被称为涡流。
结果:即时、直接加热
材料自身的内部电阻会阻碍这些涡流的流动。这种内部电阻会产生强烈、局部的热量——与焦耳热效应相同,但它直接发生在零件内部,而不是在外部元件中。
了解主要区别
在外部生热与内部生热之间的区别对工业应用具有重要的实际意义。
热量产生:内部 vs. 外部
这是核心区别。感应加热在工件内部产生热量,而电阻加热则在工件外部产生热量,并必须将其传递进去。
速度与效率
感应加热显著更快且更节能。能量直接传递到需要的地方,最大限度地减少了对周围环境和设备的散热损失。启动几乎是瞬时的。
精度与控制
磁场可以通过线圈的形状和位置进行精确控制。这允许对零件的特定区域进行高度靶向加热,达到特定深度,而不会影响组件的其余部分。
纯度与污染
由于感应加热是一种非接触式工艺,因此它非常清洁。正如所提供的研究指出,它非常适合在真空炉中熔炼高纯度金属或低碳钢,因为没有石墨电极或火焰会引入碳或其他杂质。
常见缺陷与权衡
尽管感应加热功能强大,但它并非万能解决方案。了解其局限性是做出明智决策的关键。
材料限制
感应加热的主要要求是目标材料必须是导电的。它不是加热陶瓷、塑料或玻璃等绝缘体的有效方法。
成本与复杂性
感应加热系统,包括其专用电源和定制设计的铜线圈,通常比简单的电阻加热设备具有更高的初始资本成本。
几何依赖性
工艺效率高度依赖于工件的形状及其与线圈的接近程度。在复杂几何形状上实现均匀加热通常需要复杂的线圈设计和测试。
为您的目标做出正确选择
选择正确的技术需要清楚地了解您的应用的主要驱动因素。
- 如果您的主要重点是导电部件的高速、精密加热: 感应加热是卓越的选择,因为它具有直接能量传输、可重复性和控制性,非常适合表面硬化或钎焊等任务。
- 如果您的主要重点是通用加热或加工非导电材料: 传统电阻加热为烤箱和窑炉等应用提供了更大的多功能性和更低的初始成本。
- 如果您的主要重点是保持绝对材料纯度: 感应加热的非接触性质使其成为许多敏感冶金和半导体应用中唯一可行的选择。
最终,了解每种方法产生热量的基本物理原理,使您能够选择与任务完美匹配的工具。
总结表:
| 特点 | 感应加热 | 传统电加热 |
|---|---|---|
| 热量产生 | 内部(工件内部) | 外部(通过发热元件) |
| 速度与效率 | 非常快且高效 | 较慢,有热量损失到周围环境 |
| 精度与控制 | 高(可靶向加热) | 较低(通用加热) |
| 材料要求 | 仅限导电材料 | 任何材料 |
| 纯度/污染 | 高(非接触式工艺) | 存在发热元件或大气污染风险 |
| 初始成本 | 较高 | 较低 |
仍不确定哪种加热方法适合您的应用?
KINTEK 专注于提供先进的实验室加热解决方案,从用于金属加工的高精度感应系统到用于通用用途的多功能电炉。我们的专家可以帮助您选择完美的设备,以满足您的工作对速度、控制和纯度的要求。
立即联系我们,讨论您的具体要求,让我们帮助您优化您的流程。通过我们的联系表单取得联系!
图解指南