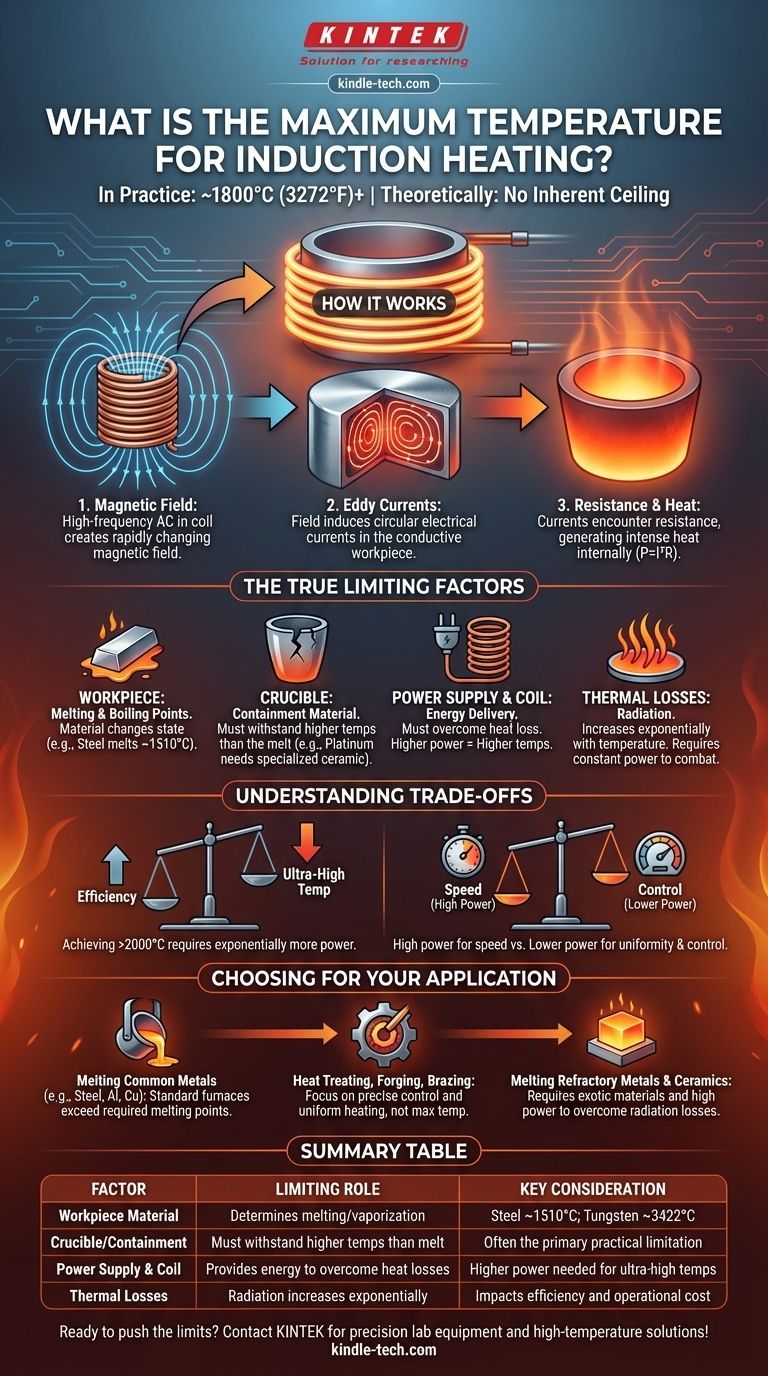
在实践中,感应加热系统可以轻松达到1800°C(3272°F)及更高的温度。然而,理论上的最高温度并非感应过程本身的限制,而是由被加热材料的物理特性和容纳它的设备决定的。
需要理解的核心原则是,感应加热没有固有的温度上限。实际限制是由工件的熔点和汽化点以及坩埚或周围部件的耐热性所施加的。
感应加热如何产生极端温度
要了解温度限制,我们必须首先了解其机制。该过程依赖于基本的电磁原理,直接在材料内部产生热量。
磁场的作用
感应系统使用一个铜线圈,其中通过高频交流电(AC)。这会在线圈周围产生一个强大且快速变化的磁场。
在工件中产生涡流
当导电材料或工件放置在此磁场内时,磁场会在其内部感应出环形电流。这些被称为涡流。
电阻产生热量
当这些涡流流过材料时,它们会遇到电阻。这种电阻会导致强烈的局部加热,这种现象可以用公式 P = I²R(功率 = 电流² x 电阻)来描述。热量是在零件内部产生的,而不是来自外部火焰或加热元件。

温度的真正限制因素
虽然这个过程很巧妙,但达到并维持超高温是一场与物理定律和材料科学的斗争。“最高温度”是克服这四个关键限制的函数。
工件的熔点和沸点
最明显的限制是材料本身。你可以将一块钢加热到熔化(约1510°C),然后汽化(约2862°C)。感应过程可以提供能量来做到这一点,但材料会改变状态,这通常是熔炉应用的目标。
坩埚或容器材料
对于熔化应用,工件被放置在一个称为坩埚的容器中。这个坩埚必须在超过其内部材料熔点的温度下保持固态。例如,熔化铂金(约1770°C)需要专门的陶瓷或石墨坩埚,能够承受如此极端的温度。坩埚通常是主要的实际限制。
电源和线圈设计
传递给工件的能量由电源的输出和感应耦合决定——磁场在线圈和零件之间传输的效率。为了达到更高的温度,系统必须以比散失到环境中更快的速度注入能量。这需要更大的功率和优化的线圈设计。
向环境的热损失
物体越热,它散发热量的速度就越快。在极端温度下,这种辐射成为主要的散热形式。感应系统必须有足够的功率来不断克服这些巨大的热损失,以继续升高或仅仅维持温度。
理解权衡
选择或设计感应系统涉及平衡相互竞争的因素。这不仅仅是追求尽可能高的温度。
效率与温度
实现超高温(2000°C以上)需要呈指数级增长的功率来对抗辐射损失。随着目标温度的升高,系统能效会降低,从而显著增加运营成本。
材料限制与预期目标
您需要加热的材料决定了整个系统的设计。如果您需要熔化钨(熔点约3422°C),您的主要挑战不是感应过程,而是寻找能够承受这些条件的坩埚材料和绝缘体。
速度与控制
高功率系统几乎可以瞬间达到目标温度。然而,这可能导致热冲击,损坏工件。较低的功率提供更慢、更均匀的加热,并提供更精细的控制,这对于硬化和回火等应用至关重要。
为您的应用做出正确选择
您的应用,而不是技术的理论极限,应该指导您的决策。
- 如果您的主要重点是熔化普通金属(例如钢、铝、铜):标准感应炉完全能够胜任,因为它们的运行温度可以轻松高效地超过所需的熔点。
- 如果您的主要重点是热处理、锻造或钎焊:最高温度远不如精确的温度控制和均匀加热重要,而这正是感应加热的关键优势。
- 如果您的主要重点是熔化难熔金属或先进陶瓷:您的项目成功将取决于寻找特殊的容器材料,并设计一个具有足够功率的系统来克服极端的热辐射损失。
最终,您能达到的温度直接取决于您的系统设计和材料的基本特性。
总结表:
| 因素 | 限制作用 | 关键考虑 |
|---|---|---|
| 工件材料 | 决定熔点/汽化点 | 钢在约1510°C熔化;钨在约3422°C熔化 |
| 坩埚/容器 | 必须承受高于熔体的温度 | 通常是主要的实际限制 |
| 电源和线圈 | 提供能量以克服热损失 | 超高温需要更高的功率 |
| 热损失 | 辐射随温度呈指数增长 | 影响效率和运营成本 |
准备好突破高温加工的极限了吗? KINTEK 专注于为严苛应用提供精密实验室设备和耗材。无论您是熔化难熔金属还是需要精确热处理,我们在感应加热系统和高温材料方面的专业知识都能确保您的实验室以最佳性能运行。立即联系我们的专家,讨论您的具体温度和材料挑战!
图解指南