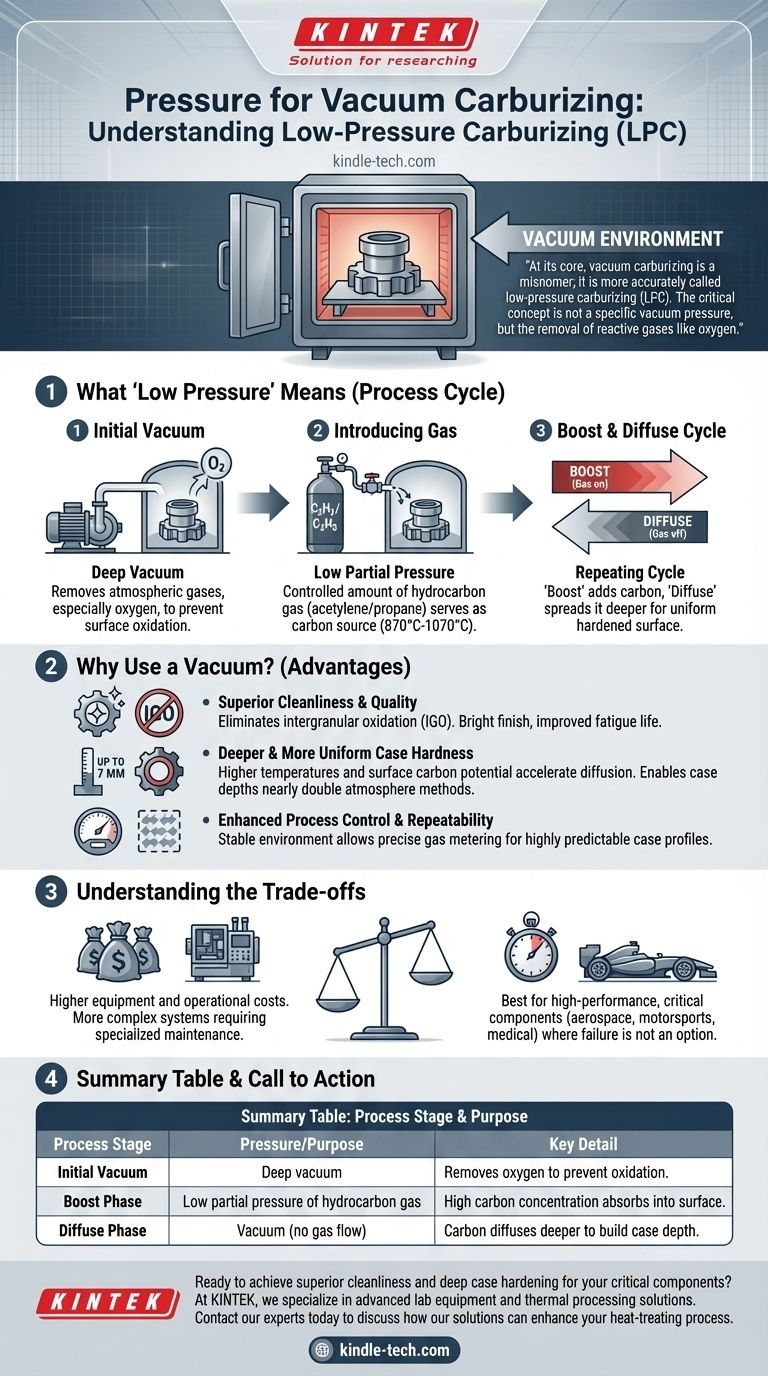
从本质上讲,“真空渗碳”是一个用词不当的术语;更准确的说法是低压渗碳 (LPC)。该过程并非在单一的固定压力下进行,而是以一个循环过程运行:首先,建立深真空以去除大气气体,然后以受控的低分压引入碳氢化合物气体,作为碳源。
这里的关键概念不是特定的真空压力,而是去除氧气等活性气体。这种真空环境允许在低压下精确引入渗碳气体,从而实现对碳扩散过程的卓越控制,并形成更清洁、更均匀的硬化表面。
“低压”的真正含义
“低压”一词指的是渗碳气体的分压,而不是整个循环过程中炉内的绝对压力。该过程是一个精心编排的顺序。
初始真空
在开始渗碳之前,炉膛会被抽真空。主要目标是去除大气气体,特别是氧气。
这一步至关重要,因为它能防止零件表面形成氧化物,否则氧化物会抑制或阻止均匀的碳吸收。
引入渗碳气体
在真空下加热到温度(通常在 870°C 至 1,070°C 之间)后,会引入少量精确计量的渗碳气体。
常用的气体包括乙炔 (C₂H₂) 或丙烷 (C₃H₈)。这种气体在炉内产生低分压,提供硬化过程所需的碳。
强化和扩散循环
真空渗碳通过一系列“强化”(Boost)和“扩散”(Diffuse)步骤进行操作。
- 强化:渗碳气体存在于炉内,其热分解产生高浓度的碳,快速渗入钢材表面。
- 扩散:停止气体流动,并将炉子保持在温度下。这使得表面上高浓度的碳向零件深处扩散,形成所需的渗碳层深度。
重复此循环,直到达到目标渗碳层深度和碳分布,从而提供传统方法难以匹敌的控制水平。

为什么要使用真空进行渗碳?
与传统的基于气氛的气体渗碳相比,使用真空环境在冶金和操作方面具有若干明显的优势。
卓越的清洁度和质量
通过去除氧气,真空渗碳完全消除了晶间氧化 (IGO)。这使得零件的疲劳寿命得到改善,并具有清洁、光亮的表面光洁度,通常无需后续清洁操作。
实现更深、更均匀的渗碳硬度
该工艺允许比传统方法更高的渗碳温度(高达 1,040°C 或更高)。这种高温与高表面碳势相结合,可显著加速碳扩散。
因此,真空渗碳可以实现高达7 毫米的渗碳层深度,几乎是传统气氛渗碳的实际极限的两倍。没有干扰气体的存在也确保了出色的均匀性,即使对于具有复杂几何形状的零件也是如此。
增强的过程控制和可重复性
真空环境本质上是稳定的。渗碳气体的量可以被精确计量,从而使不同批次的渗碳层分布高度可重复和可预测。
了解权衡
尽管真空渗碳功能强大,但它并非适用于所有热处理需求的通用解决方案。了解其应用背景至关重要。
设备和运营成本
真空炉的资本投资明显高于传统的气氛炉。它们也是更复杂的系统,可能需要更专业的维护和操作知识。
吞吐量和循环时间
虽然在较高温度下扩散速度更快,但必须考虑包括抽真空和冷却在内的总循环时间。对于许多简单、大批量的零件,传统的气氛渗碳可能提供更高的吞吐量。
应用特异性
真空渗碳的优势——卓越的疲劳性能、清洁度和精确控制——对于高性能、关键部件最有价值。这包括航空航天和赛车运动的齿轮、燃油喷射器以及其他不允许出现故障的零件。
为您的目标做出正确的选择
选择正确的渗碳方法完全取决于您应用的性能要求和经济限制。
- 如果您的主要关注点是最终性能和材料清洁度:对于航空航天、医疗和高性能汽车等行业中的关键部件,真空渗碳是明确的选择。
- 如果您的主要关注点是高效地实现非常深的渗碳层深度:使用更高温度的能力使真空渗碳成为制造深层、均匀硬化层的卓越方法。
- 如果您的主要关注点是高性价比、大批量生产的非关键部件:传统的气氛渗碳仍然是一种稳健且经济的解决方案。
最终,理解压力的作用是利用真空渗碳来处理要求最高质量和性能的部件的关键。
摘要表:
| 工艺阶段 | 压力/目的 | 关键细节 |
|---|---|---|
| 初始真空 | 深真空 | 去除氧气以防止表面氧化。 |
| 强化阶段 | 碳氢化合物气体的低分压(例如乙炔) | 高浓度碳吸收到钢材表面。 |
| 扩散阶段 | 真空(无气体流动) | 碳扩散到零件深处以形成渗碳层深度。 |
准备好为您的关键部件实现卓越的清洁度和深层渗碳硬化了吗?
在 KINTEK,我们专注于先进的实验室设备和热处理解决方案。我们在真空渗碳技术方面的专业知识可以帮助您消除晶间氧化,并为高性能齿轮、航空航天部件和医疗组件实现高达 7 毫米的均匀渗碳层深度。
立即联系我们的专家,讨论我们的解决方案如何增强您的热处理工艺和产品性能。
图解指南