本质上,烧结是一种热处理过程,用于将松散的颗粒集合(例如粉末)转化为坚固、致密的整体。这通过施加热量(通常还有压力)来实现,但关键在于温度低于材料的完全熔点。原子不会液化,而是在颗粒接触点处跨越边界扩散,将它们熔合在一起,并减少它们之间的空隙或孔隙率。
核心要点是,烧结在不完全熔化的情况下,将粉末材料压实并强化成固体物体。它依赖于热驱动的原子扩散将颗粒焊接在一起,将松散的粉末转化为致密、功能性的部件。
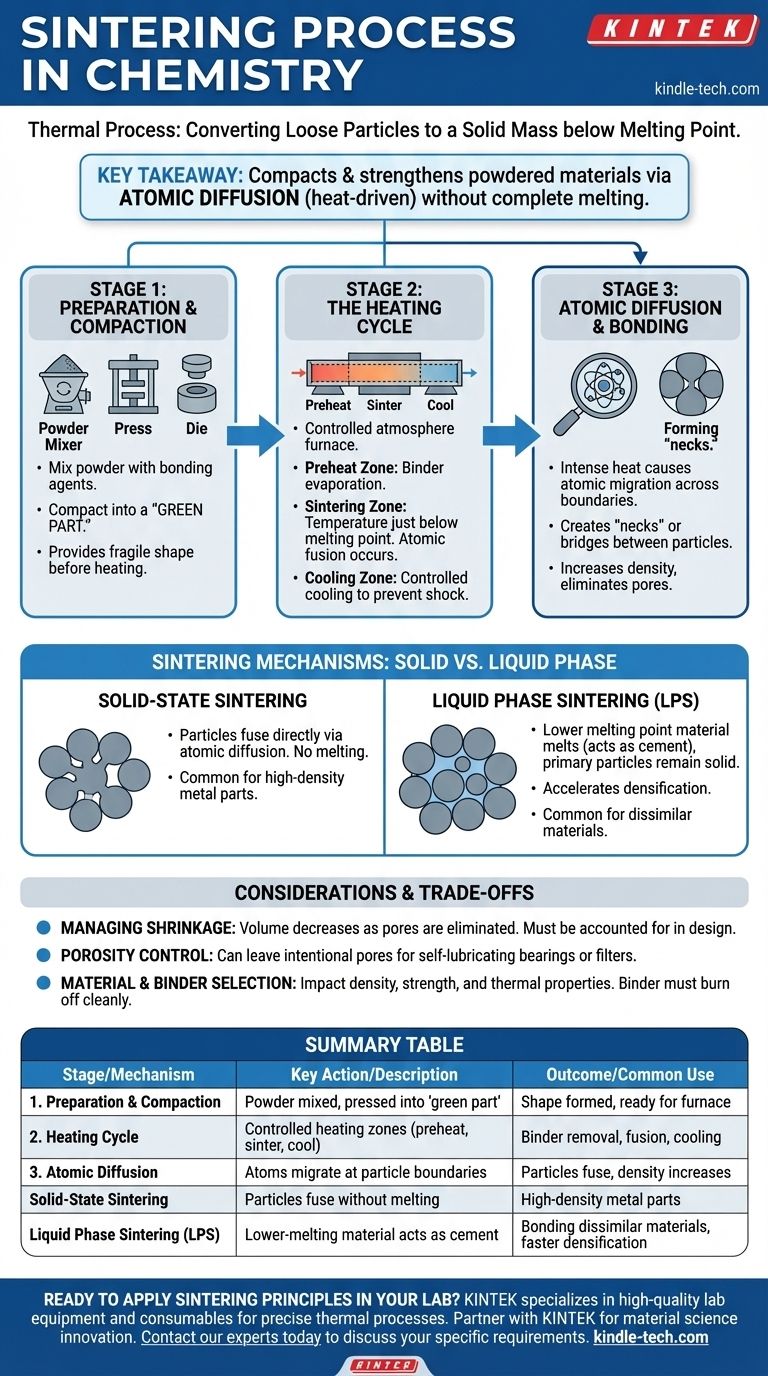
烧结过程的核心阶段
烧结不是单一动作,而是一个受控的多阶段过程。每个阶段都有特定的目的,从初始成形到最终固化,确保最终部件具有所需的密度和机械性能。
阶段1:准备和压实
在施加任何热量之前,必须准备好原材料。这涉及将主要材料粉末与添加剂或粘合剂(如蜡、聚合物或水)混合。
然后,将这种混合物使用模具或压机压实成所需的形状。由此产生的易碎物体被称为“生坯”。粘合剂提供了足够的强度,使其在进入炉子之前在处理过程中保持形状。
阶段2:加热循环
生坯在受控气氛炉中加热,通常是具有不同温度区域的隧道窑。
首先,部件进入预热区。在这里,温度逐渐升高,以烧掉或蒸发压实阶段使用的粘合剂和润滑剂。
接下来,它进入烧结区,温度升高到略低于材料熔点的水平。这是发生关键原子熔合的地方。
最后,部件通过冷却区。这使得新形成的固体在受控速率下冷却,防止热冲击并锁定其最终微观结构。
阶段3:原子扩散和键合
烧结的真正工作发生在高温烧结区内的微观层面。强烈的热能导致每个粉末颗粒表面的原子振动和移动。
这些被激发的原子在颗粒接触的边界处迁移,在它们之间形成“颈部”或桥梁。随着这种原子扩散的持续,这些颈部会生长,将颗粒拉得更近,增加部件的密度并消除孔隙。

关键烧结机制:固相与液相
虽然原子扩散的基本原理始终存在,但具体机制可能有所不同,主要区别在于整个部件是保持固态还是引入了次级液体。
固相烧结
这是最直接的工艺形式。主要材料粉末被加热,颗粒通过原子扩散直接相互熔合。在此过程中,材料的任何部分都不会熔化。
液相烧结(LPS)
在这种先进方法中,将熔点较低的次级材料与主要粉末混合。加热时,这种次级材料熔化并变成液体,而主要颗粒保持固态。
这种液体流入固体颗粒之间的孔隙,起到水泥的作用。这种工艺,称为瞬态液相烧结,可以加速致密化,对于不易熔合的材料(例如将铜粉与铁粉混合)的键合非常有用。
理解权衡和考量
烧结是一种强大的制造技术,但其成功应用需要对几个变量进行仔细控制,以实现所需的结果。
收缩管理
随着颗粒熔合和它们之间的孔隙被消除,部件的总体积会减小。这种收缩是过程可预测且必要的一部分,必须在模具或压机的初始设计中精确地考虑进去。
孔隙率控制
虽然目标通常是制造完全致密的部件,但烧结也可以用于有意地保留一定量的孔隙率。这对于自润滑轴承或过滤器等应用非常有用,其中孔隙可以填充油或用于捕获颗粒。
材料和粘合剂选择
主要粉末以及任何添加剂或临时粘合剂的选择至关重要。这些选择直接影响最终部件的密度、强度和热性能。粘合剂必须清洁地燃烧掉,不留下可能损害材料完整性的污染物。
将烧结应用于您的目标
理解核心过程使您能够了解如何根据特定的制造目标定制烧结。
- 如果您的主要关注点是高密度、复杂的金属部件: 标准固相烧结是一种经济高效的方法,用于批量生产需要最少精加工的近净形部件。
- 如果您的主要关注点是键合异种材料: 液相烧结是理想的方法,因为它允许您使用低熔点金属有效地“钎焊”主要结构颗粒。
- 如果您的主要关注点是制造可控孔隙率部件: 烧结提供了独特的管理最终密度的能力,使其非常适合制造过滤器或自润滑部件。
通过控制热量、压力和材料成分,烧结使工程师能够从头开始,一次一个颗粒地构建固体物体。
总结表:
| 阶段 | 关键行动 | 结果 |
|---|---|---|
| 1. 准备与压实 | 粉末与粘合剂混合,压制成“生坯” | 形成形状,准备入炉 |
| 2. 加热循环 | 在区域内受控加热(预热、烧结、冷却) | 清除粘合剂,颗粒熔合,受控冷却 |
| 3. 原子扩散 | 原子在颗粒边界迁移,形成“颈部” | 颗粒熔合,密度增加,孔隙率降低 |
| 机制 | 描述 | 常见用途 |
| 固相烧结 | 颗粒直接熔合而不熔化 | 高密度金属部件 |
| 液相烧结(LPS) | 低熔点材料熔化作为粘合剂 | 键合异种材料,加快致密化 |
准备好在您的实验室中应用烧结原理了吗?
KINTEK 专注于提供您进行精确热处理(如烧结)所需的高质量实验室设备和耗材。无论您是开发新材料、制造复杂金属部件,还是创建可控孔隙率部件,我们可靠的炉具和专业的支持都能确保您的成功。
让 KINTEK 成为您材料科学创新的合作伙伴。立即联系我们的专家,讨论您的具体实验室需求,并发现适合您烧结应用的解决方案。
图解指南