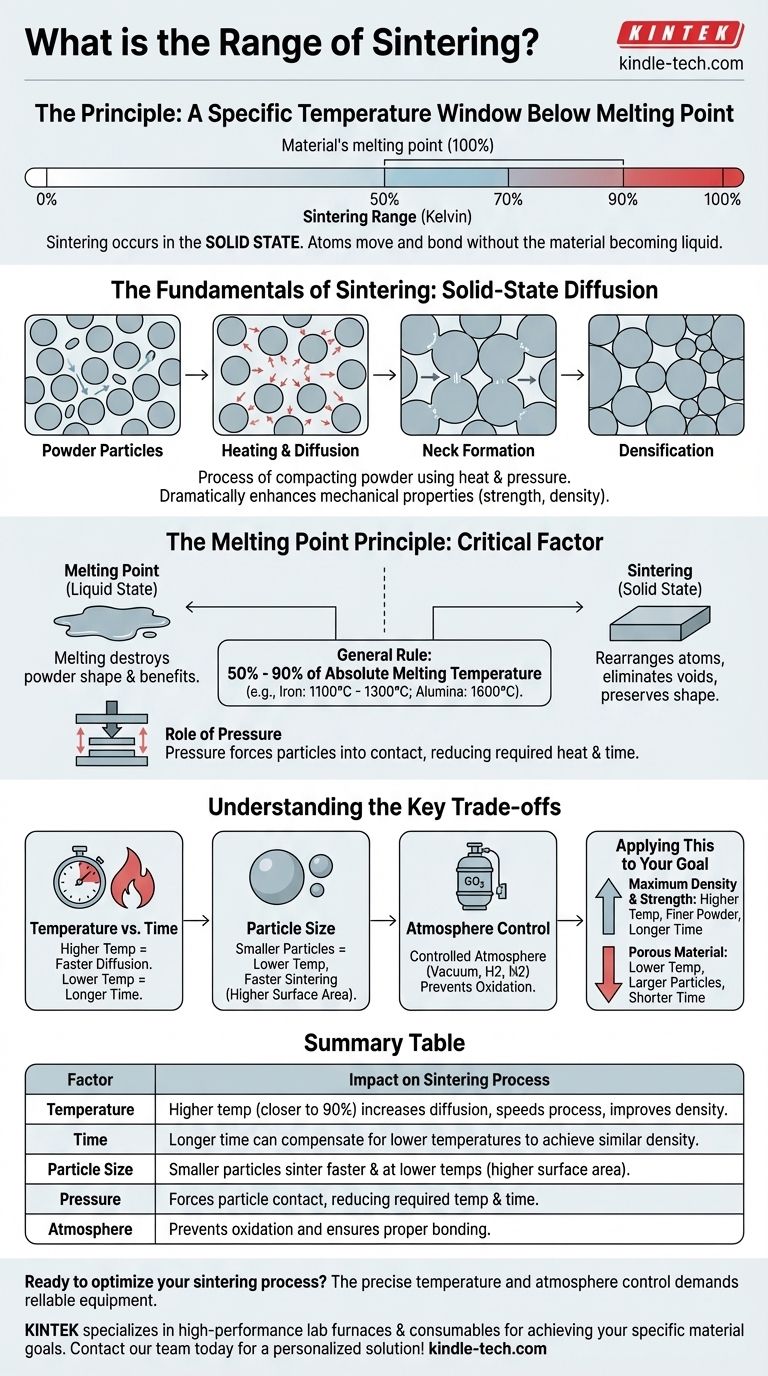
烧结的“范围”并非单一的温度集合,而是一个原理:它是相对于材料自身熔点的一个特定温度窗口。该过程通过将材料加热到足以使其原子移动和结合的程度来工作,但又不能加热到使其液化而失去形状的程度。
核心原理是烧结发生在固态,低于材料的熔点。一般来说,大多数材料的有效烧结温度介于其绝对熔点(以开尔文测量)的50%到90%之间。
烧结的基本原理
烧结的作用
烧结是利用热量和压力将粉末材料压实并形成固体块的过程。关键在于,这发生在不将材料熔化到液化程度的情况下。
主要目标是将单个颗粒熔合在一起。这个过程显著增强了材料的机械性能,例如强度和密度。
机制:固态扩散
在微观层面,烧结过程中施加的热量为原子提供了足够的能量使其移动。这些原子在相邻颗粒的边界处扩散。
这种原子运动有效地在颗粒之间建立了“颈部”或桥梁。随着过程的继续,这些桥梁生长,将颗粒拉得更近,减少空隙(孔隙率),并将它们熔合成为一个单一、连贯的整体。
关键因素:熔点原理
整个过程受材料熔点的影响。理解这种关系是理解烧结“范围”的关键。
为什么烧结必须发生在熔点以下
如果将材料完全熔化,就会失去粉末冶金工艺的所有优点。压实粉末(“生坯”)的精确成形会丢失。
烧结是一个固态过程。目标是重新排列原子并消除颗粒之间的空隙,而不是从液体中创建铸造物体。
一般温度规则
虽然确切的温度取决于许多因素,但可靠的工程指南是将材料加热到其绝对熔点的50% - 90%。
例如,铁在1538°C(1811 K)熔化。因此,其烧结范围通常在1100°C到1300°C之间。相比之下,陶瓷氧化铝在2072°C(2345 K)熔化,因此其烧结发生在更高的温度,大约1600°C。
压力的作用
压力是第二个关键要素。它与热量协同作用,迫使颗粒紧密接触。
施加外部压力可以减少扩散发生所需的热量或时间,因为原子不需要移动那么远就能与相邻原子形成键。
理解关键权衡
“正确”的烧结温度不是一个单一的数字,而是基于预期结果和工艺限制的选择。
温度与时间
烧结温度与时间之间存在反比关系。更高的温度会更快地达到所需的密度,因为原子扩散更快。
反之,较低的温度也能达到类似的结果,但需要更长的炉内时间。
颗粒尺寸和表面积
较小的颗粒会在较低的温度下以更快的速度烧结。这是因为较小的颗粒具有更高的表面积与体积比,这提供了更多的接触点和能量来驱动扩散过程。
气氛控制
炉内的气氛至关重要。使用受控气氛(如氢气、氮气或真空)是为了防止氧化或其他化学反应干扰颗粒的结合。
将其应用于您的目标
选择正确的参数完全取决于您部件所需的最终性能。
- 如果您的主要关注点是最大密度和强度:使用更高的温度(接近熔点的90%),更细的粉末,并留出足够的时间以几乎完全消除孔隙。
- 如果您的主要关注点是制造多孔材料(例如,用于过滤器或自润滑轴承):使用较低的温度,较大的颗粒尺寸和较短的循环时间,以有意地在颗粒之间建立牢固的键,而无需闭合所有间隙。
最终,烧结范围是一个灵活的窗口,经过设计以产生特定的微观结构并实现所需的材料性能。
总结表:
| 因素 | 对烧结过程的影响 |
|---|---|
| 温度 | 更高的温度(接近熔点的90%)增加扩散,加速过程,提高密度。 |
| 时间 | 更长的烧结时间可以弥补较低的温度以达到相似的密度。 |
| 颗粒尺寸 | 由于表面积更大,较小的颗粒烧结更快,所需温度更低。 |
| 压力 | 施加的压力促使颗粒接触,降低所需的温度和时间。 |
| 气氛 | 受控气氛(例如真空、氢气)防止氧化并确保正确结合。 |
准备好优化您的烧结工艺以实现最大的材料强度和密度了吗?成功烧结所需的精确温度和气氛控制需要可靠的设备。KINTEK专注于高性能实验室炉和耗材,专为严苛的热处理而设计。我们的专家可以帮助您选择合适的系统,以实现您的特定材料目标,无论您需要最大密度还是受控孔隙率。立即联系我们的团队讨论您的应用并获得个性化解决方案!
图解指南