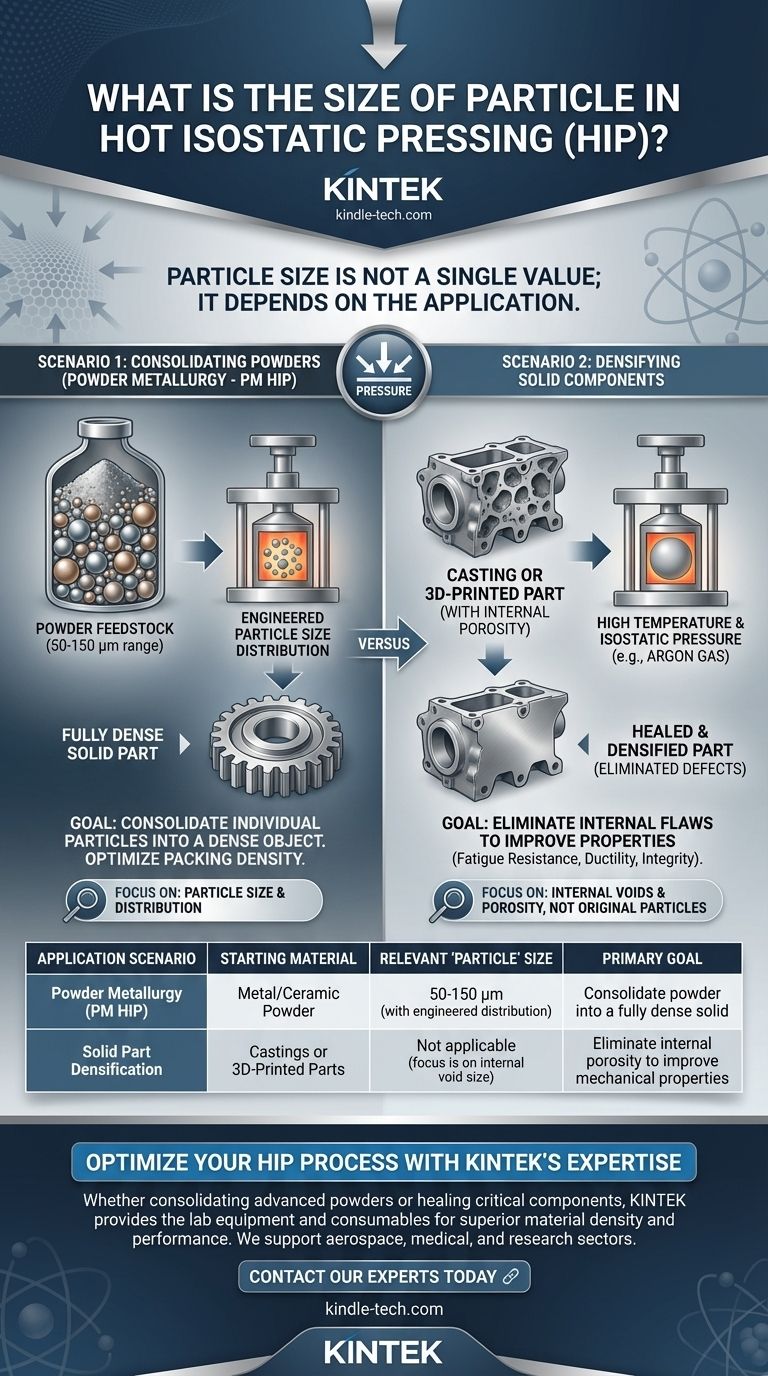
热等静压 (HIP) 的颗粒尺寸并非单一数值;它完全取决于应用。对于以金属或陶瓷粉末为起点的工艺,典型范围可能是 50 到 150 微米,但关键是使用特定的尺寸分布以确保高堆积密度。然而,热等静压也常用于致密化铸件或 3D 打印部件等固体零件,在这种情况下,初始颗粒尺寸的概念并非主要考虑因素。
关键的见解是,热等静压 (HIP) 是一种固结和致密化工艺,而不是成形工艺。因此,相关的“颗粒”问题完全取决于您是使用一罐松散的粉末,还是使用带有内部空隙的预成形固体部件。
热等静压的双重作用
用户的问题预设热等静压总是从粉末开始。实际上,该工艺有两种常见但截然不同的应用,它们从根本上改变了我们对起始材料的看法。
场景 1:固结粉末(粉末冶金)
当使用粉末从头开始制造零件时,该工艺被称为粉末冶金热等静压 (PM HIP)。
在这种情况下,松散的金属或陶瓷粉末被密封在一个形状与最终零件相似的罐体或模具中。目标是将这些单个颗粒固结成一个完全致密的固体物体。
粉末颗粒的尺寸和分布至关重要。通常使用精细和粗糙颗粒的精心设计的混合物,以最大限度地提高初始“振实密度”,在热等静压循环开始之前最大限度地减少它们之间的空隙。
场景 2:致密化固体部件
热等静压的另一个主要应用是消除已成形零件中的内部孔隙。
这在通过铸造或增材制造(3D 打印)生产的部件中很常见。这些工艺可能会留下微观空隙或不良的层间附着力,这些都会成为应力集中点和潜在的失效点。
在这种情况下,零件已经是一个固体、近净形的物体。热等静压工艺施加高温和等静压,以有效地“挤压”这些内部缺陷使其闭合,从而形成均匀且完全致密的微观结构。重点在于空隙,而不是形成零件的原始颗粒。

为何起始形式很重要
了解您的起始材料——粉末或固体——是成功应用热等静压最重要的因素。每种情况的工艺目标都不同。
粉末的目标:从头开始构建
对于粉末冶金热等静压,您基本上是在构建一个新的固体。该工艺必须将每个颗粒与其相邻颗粒焊接在一起。
不正确的颗粒尺寸分布可能导致初始堆积密度低,需要在热等静压循环期间进行更显著的材料移动,并可能留下残余孔隙。
固体的目标:修复内部缺陷
对于固体零件致密化,您正在改进现有物体。材料已经固结,但它包含缺陷。
该工艺针对这些缺陷,如参考文献所述,以改善抗疲劳性、延展性和整体零件完整性等性能。压力介质——通常是氩气等惰性气体——均匀地作用于所有表面,以使内部空隙塌陷。
需要避免的常见误解
明确热等静压的作用可以避免在工艺选择和材料规格方面出现代价高昂的错误。
误解:热等静压只适用于粉末。
热等静压的一个重要应用,尤其是在航空航天和医疗行业,是用于致密化熔模铸件。这种“修复”工艺使得铸造部件能够达到锻造或锻压材料的可靠性。
误解:任何高质量的粉末都可以。
对于粉末冶金热等静压,即使是高纯度粉末,如果颗粒尺寸分布不正确,也无法满足要求。实现高堆积密度本身就是一门科学,也是成功结果的先决条件。
如何将其应用于您的项目
您的方法应由您的最终目标和起始材料决定。
- 如果您的主要重点是从原始粉末创建完全致密的部件:您必须设计颗粒尺寸分布,以在热等静压循环之前最大限度地提高初始堆积密度。
- 如果您的主要重点是增强铸造或 3D 打印零件的机械性能:您关注的是现有部件内部空隙的大小和分布,而不是原始的颗粒原料。
最终,了解您是在制造零件还是在修复零件,是正确应用热等静压力量的关键。
总结表:
| 应用场景 | 起始材料 | 相关“颗粒”尺寸 | 主要目标 |
|---|---|---|---|
| 粉末冶金 (PM HIP) | 金属/陶瓷粉末 | 50-150 μm(具有工程分布) | 将粉末固结成完全致密的固体 |
| 固体零件致密化 | 铸件或 3D 打印零件 | 不适用(重点是内部空隙尺寸) | 消除内部孔隙以改善机械性能 |
利用 KINTEK 的专业知识优化您的热等静压工艺
无论您是固结先进粉末还是修复铸造和增材制造的关键部件,正确的材料准备方法对于成功至关重要。KINTEK 专注于提供支持您的热等静压应用所需的实验室设备和耗材。
我们帮助航空航天、医疗和研究领域的客户实现卓越的材料密度和性能。让我们协助您选择适合您特定热等静压需求的工具和材料。
立即联系我们的专家,讨论我们如何增强您的热等静压工艺并确保您的实验室获得最佳结果。
图解指南
相关产品
- 用于固态电池研究的温等静压机
- 实验室用等静压成型模具
- 24T 30T 60T 实验室热压机,带加热板的加热液压机
- 带加热板的自动加热液压压机,用于实验室热压 25T 30T 50T
- 手动冷等静压机 CIP 压片机







