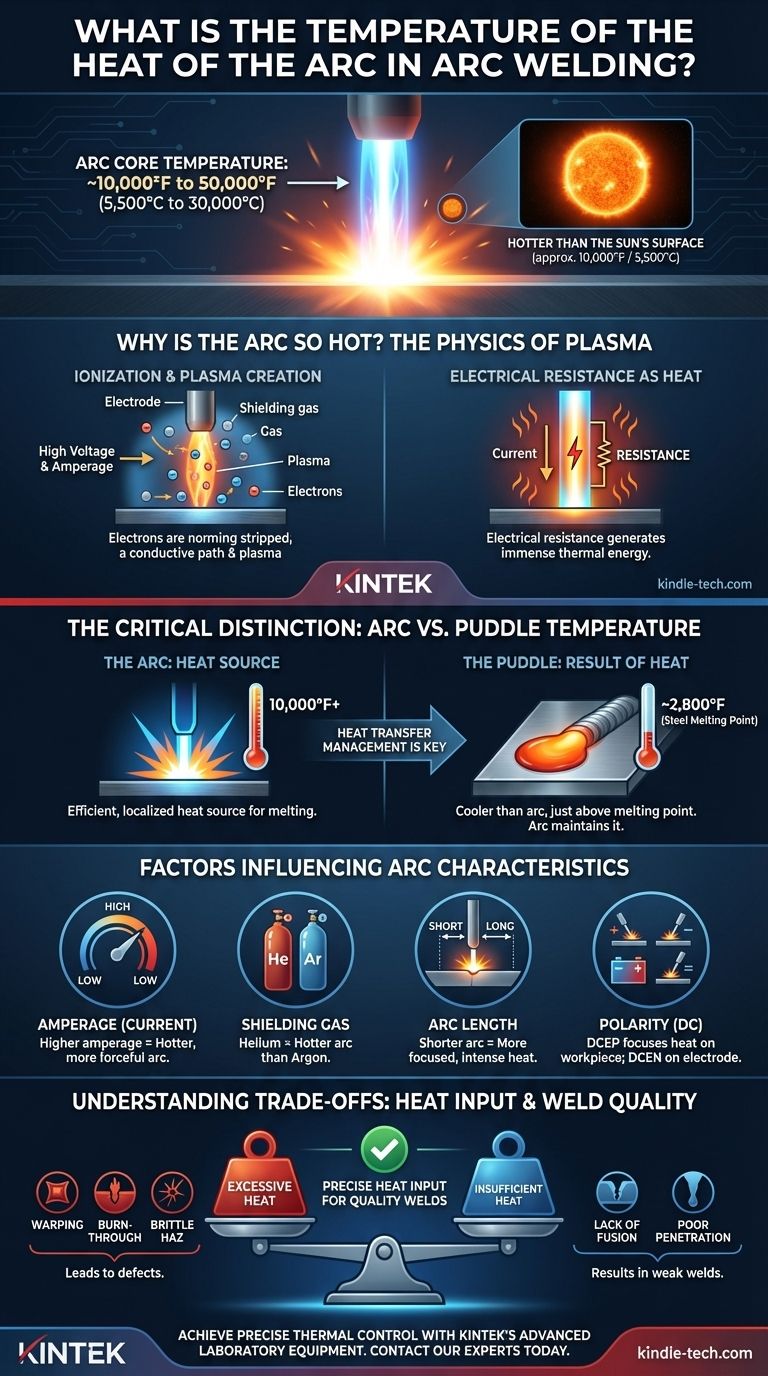
焊接电弧核心的温度高得惊人,可达约 10,000°F 至 50,000°F 以上(5,500°C 至 30,000°C)。这个范围比太阳表面(约 10,000°F / 5,500°C)要热得多。这种极端高温对于瞬间熔化母材和填充材料是必不可少的,从而形成熔融的焊池,进而形成焊缝。
核心的见解不是具体的温度,而是理解电弧的热量与实际传递到工件的热量之间的区别。焊工的技能在于控制管理这种热传递的因素,因为这决定了最终焊缝的质量和完整性。
为什么电弧如此之热?等离子体的物理学
焊接电弧的强烈热量是电能通过一种称为等离子体的物质状态转化为热能的直接结果。
产生等离子态
当电极和工件之间产生高压、大电流时,它会从保护气体的原子中剥离电子。这个过程称为电离,会产生一团超热、导电的气体柱,即等离子体。
电阻生热
这个等离子体柱不是完美的导体。它具有电阻,当焊接电源的巨大电流流过它时,这种电阻会产生大量的热能。这就是电弧产生惊人温度的来源。

关键区别:电弧温度与熔池温度
许多专业人士错误地将“电弧温度”和“焊缝温度”互换使用。理解它们之间的区别对于控制焊接过程至关重要。
电弧:热源
将焊接电弧想象成燃气灶上的燃烧器。它的目的是成为一个极其高效、局部化的热源。其 10,000°F+ 的温度使其能够完成接触熔化金属的工作。
熔池:热输入的结果
熔融的焊池本身比电弧要凉得多。它的温度仅略高于被焊接金属的熔点。例如,钢的熔点约为 2,800°F (1,538°C)。电弧的能量用于创建和维持这个熔池,而不是将整个熔池加热到电弧的温度。
影响电弧特性的因素
电弧的温度和行为不是静态的。它们是熟练焊工为达到预期结果而操纵的动态变量。
保护气体成分
所使用的保护气体类型对电弧有深远影响。例如,氦气比氩气具有更高的热导率,从而产生更热的电弧,提供更宽的热模式和更深的熔深,这对于厚铝或铜很有用。
电流强度(安培)
电流强度是热输入最直接的控制方式。增加电流强度会迫使更多电流流过等离子体,增加其电阻并产生一个更热、更有力的电弧。
电弧长度
电弧长度——电极与工件之间的距离——影响热量的集中度。较短的电弧更集中、更强烈,将热量集中在较小的区域。较长的电弧不稳定,并将热量分散到更宽的区域。
极性(直流焊)
在直流焊中,极性决定了大部分热量集中在哪里。
- DCEP(直流正接,电极接正):大约三分之二的热量集中在工件上,提供更深的熔深。这是手工电弧焊和 MIG 焊的标准。
- DCEN(直流反接,电极接负):热量集中在电极上。这对于 TIG 焊至关重要,因为它可以在熔化工件的同时防止钨电极熔化。
理解权衡:热输入与焊缝质量
目标不仅仅是产生尽可能热的电弧。目标是为特定接头提供所需精确的热量。
过热的危险
过多的热输入,由高电流强度或慢焊速引起,会导致严重的缺陷。这些缺陷包括翘曲(变形)、薄材料上的烧穿以及大而脆的热影响区(HAZ),这会损害母材的强度。
热量不足的问题
热量输入不足,由低电流强度或快焊速引起,同样糟糕。它会导致焊缝强度弱,出现未熔合(焊缝金属未与母材正确熔合)和熔深不足。
如何将其应用于您的项目
您的目标是操纵电弧特性,以管理您的特定应用的热输入。
- 如果您的主要关注点是焊接薄材料:您的目标是通过使用较低的电流强度、较快的焊速以及允许精确、低能量控制的工艺(如 TIG)或气体来最大限度地减少热输入。
- 如果您的主要关注点是在厚板上实现深熔深:您需要通过使用较高的电流强度、较慢的焊速以及将热量导入材料的工艺/气体组合(如 DCEP 与高氦气)来最大限度地提高有效热输入。
- 如果您的主要关注点是保留金属的性能:您必须通过平衡电流强度和焊速来仔细控制总热输入,以使热影响区(HAZ)尽可能小。
最终,掌握电弧意味着将其温度视为一个动态工具,您可以控制它以实现完美的焊缝,而不是一个静态数字。
总结表:
| 焊接因素 | 对电弧温度和热输入的影响 |
|---|---|
| 保护气体 | 氦气比氩气产生更热的电弧,以获得更深的熔深 |
| 电流强度 | 更高的电流强度会增加电弧温度和作用力 |
| 电弧长度 | 较短的电弧 = 更集中、更强烈热量 |
| 极性(直流) | DCEP 将热量集中在工件上;DCEN 集中在电极上 |
使用 KINTEK 的先进实验室设备,在您的焊接过程中实现精确的热控制。无论您是开发新的焊接技术、测试材料完整性,还是分析热影响区 (HAZ),我们的高温炉、等离子系统和材料测试耗材都旨在支持您的研发和质量控制需求。立即联系我们的专家,讨论我们的解决方案如何帮助您优化热输入并确保焊缝质量。
图解指南