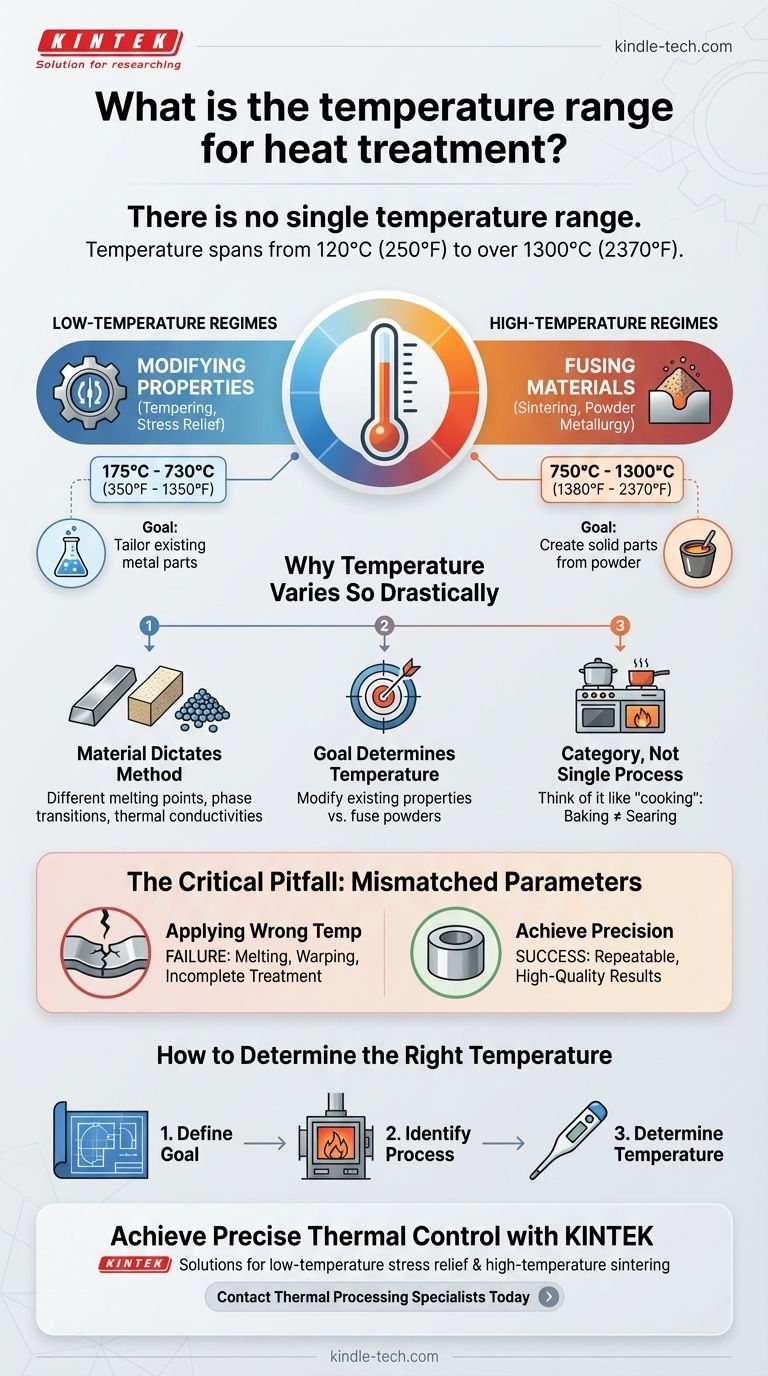
热处理没有单一的温度范围。所需温度的跨度非常大,从用于特殊应用的低至 120°C (250°F) 到用于烧结等工艺的高至 1300°C (2370°F) 以上不等。正确的温度完全取决于所处理的特定材料和期望的结果。
关键要点是将“热处理”视为一类高度特定的热工艺,而不是单一的程序。正确的温度取决于工程目标,无论是微妙地改变金属的性能,还是将粉末材料基本熔合在一起。
温度差异如此之大的原因
“热处理”一词涵盖了广泛的冶金和材料科学工艺。每种工艺都使用精确的热循环——加热、保持和冷却——以实现材料物理特性(有时是化学特性)的特定变化。
它是一个类别,而不是一个单一的工艺
将“热处理”视为“烹饪”一词。您不会询问烹饪的唯一正确温度,因为在 175°C 下烘烤蛋糕与在 230°C 下炙烤牛排在根本上是不同的。
同样,用于强化钢制部件的温度与将陶瓷粉末熔合成实心部件所需的温度也完全不同。
材料决定方法
不同材料的熔点、相变温度和导热性存在巨大差异。
必须根据特定的合金、聚合物或陶瓷定制热处理工艺,以在不损坏或毁坏部件的情况下获得期望的结果。
目标决定温度
预期结果是最重要的因素。低温工艺可能旨在消除内部应力,而高温工艺则旨在完全改变材料的晶粒结构或将分离的颗粒粘合在一起。

常见热处理方案
这些参考资料突出了两个不同的示例,说明了这种广泛的热谱。每个示例都在不同的温度范围内运行,以实现不同的目标。
低温真空工艺
这些处理通常在 175°C 至 730°C (350-1350°F) 之间进行。
它们的目的通常是在不完全结构转变的情况下修改现有属性。这包括回火(降低脆性)或消除应力(消除制造过程中的内部应力)等工艺。
高温烧结工艺
烧结在更高的温度下进行,通常在 750°C 至 1300°C (1380-2370°F) 之间。
这里的目标不是修改现有的实心部件,而是将细粉末熔合在一起形成固体块。高温提供了原子跨越颗粒边界扩散所需的能量,将它们粘合在一起。
应避免的关键陷阱
最常见的错误是将一种工艺的温度范围应用于另一种工艺。将烧结温度应用于旨在回火的成品钢部件不仅是不正确的;它很可能会完全毁坏部件。
参数不匹配会导致失败
将温度设置得太低而无法进行预期工艺将导致处理不完全或失败。相反,设置的温度过高可能导致熔化、变形或形成不良的材料特性。
精度不容妥协
在所有热处理中,精度和均匀性至关重要。即使与目标温度存在微小偏差,也会对材料的最终性能(影响其强度、硬度和耐用性)产生重大影响。
如何确定正确的温度
正确的方法是首先确定您的目标,然后确定实现该目标所需的特定工艺和相应温度。
- 如果您的主要重点是修改现有部件的属性(例如,应力消除、回火): 您可能正在考虑低温工艺,通常低于 730°C。
- 如果您的主要重点是从粉末制造实心部件(例如,粉末冶金、陶瓷): 您将需要高温烧结工艺,通常在 750°C 以上运行。
最终,任何热处理的精确温度都是一个经过精心设计的参数,由材料规格和期望的工程结果决定。
摘要表:
| 工艺目标 | 典型温度范围 | 关键应用 |
|---|---|---|
| 低温改性(例如,回火、应力消除) | 175°C - 730°C (350°F - 1350°F) | 修改现有金属部件的性能 |
| 高温烧结(例如,粉末冶金) | 750°C - 1300°C (1380°F - 2370°F) | 将粉末材料熔合为实心部件 |
为您的材料实现精确的热控制
选择错误的热处理温度可能导致部件报废和资源浪费。确切的温度至关重要,完全取决于您的特定材料和工程目标。
KINTEK 专注于精密实验室炉和热处理设备,旨在提供您的应用所需的精确温度均匀性和控制,无论您处理的是金属、陶瓷还是先进粉末。
让我们专业的知识帮助您为您的工艺选择正确的设备。我们提供用于低温应力消除和高温烧结的解决方案,确保可重复、高质量的结果。
立即联系我们的热处理专家,讨论您的具体热处理要求,找到适合您实验室的完美解决方案。
图解指南