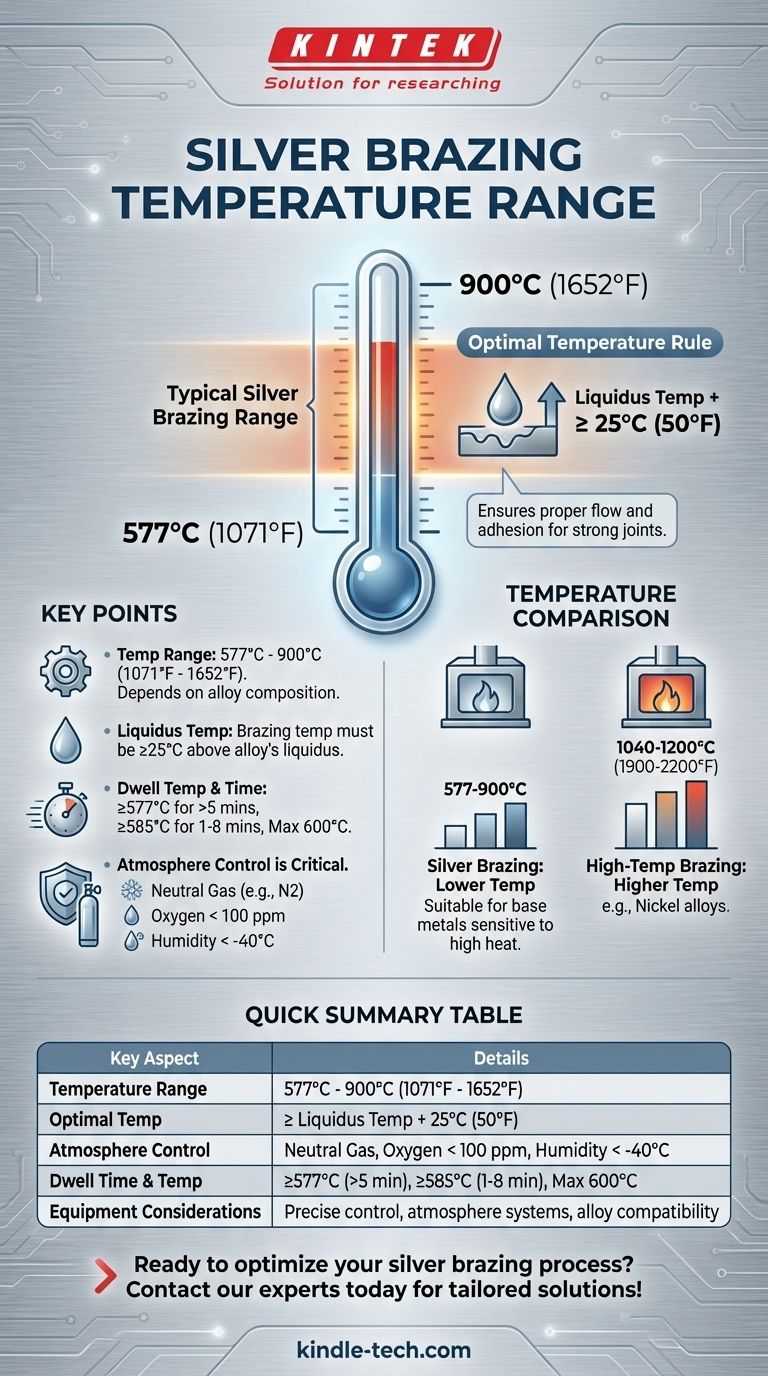
银钎焊是一种用于连接金属的工艺,它涉及将填充金属(银基合金)加热到高于其熔点但低于所连接母材熔点的温度。银钎焊的温度范围通常取决于所使用的具体合金,但通常在577°C(1071°F)到900°C(1652°F)之间。最佳温度通常至少比钎焊合金的液相线温度高出25°C(50°F),以确保适当的流动和附着力。影响温度范围的关键因素包括合金成分、所连接的母材以及所需的接头强度。适当的气氛控制,例如保持低氧和低湿度的中性气体环境,对于成功钎焊也至关重要。
关键点解释:
-
银钎焊的温度范围:
- 银钎焊通常在 577°C (1071°F) 到 900°C (1652°F) 的温度范围内进行。此范围确保填充金属熔化并适当流动,而不会损坏母材。
- 确切的温度取决于所使用的具体银合金,因为不同合金的熔点各不相同。
-
液相线温度的重要性:
- 钎焊温度应比钎焊合金的液相线温度 至少高出 25°C (50°F)。液相线温度是合金完全液化的点。
- 保持在此温度以上可确保填充金属充分流动,形成坚固耐用的接头。
-
最佳温度选择:
- 在推荐范围内选择尽可能低的温度,以最大程度地减少母材上的热应力并降低能耗。
- 例如,如果银合金的液相线温度为 600°C (1112°F),则钎焊温度应至少为 625°C (1157°F)。
-
气氛控制:
- 受控气氛对于成功钎焊至关重要。环境应无氧化剂、氧气和水分。
- 理想条件包括:
- 中性气体(例如,纯氮气)。
- 氧含量 < 100 ppm。
- 湿度 < -40°C。
- 这可以防止氧化并确保填充金属的适当润湿。
-
保温温度和时间:
- 保温温度(钎焊过程中保持的温度)和持续时间是关键参数。
- 对于银钎焊,典型参数包括:
- ≥577°C (1071°F) 持续 5 分钟以上。
- ≥585°C (1085°F) 持续 1 到 8 分钟。
- 最高温度为 600°C (1112°F) 以避免过热。
-
与高温钎焊的比较:
- 与镍合金等材料的高温钎焊(在 1040-1200°C (1900-2200°F) 下进行)相比,银钎焊在较低温度下操作。
- 这使得银钎焊适用于连接不能承受极高温度的材料。
-
设备采购商的实际考虑:
- 选择钎焊设备时,请确保其能够在所需范围内保持精确的温度控制。
- 考虑气氛控制系统的需求,例如真空炉或惰性气体环境,以实现最佳钎焊条件。
- 评估设备与所使用的特定银合金和母材的兼容性。
通过了解这些关键点,设备和耗材采购商可以就成功进行银钎焊操作所需的材料和工具做出明智的决定。

摘要表:
| 关键方面 | 详情 |
|---|---|
| 温度范围 | 577°C (1071°F) 至 900°C (1652°F) |
| 液相线温度 | 为确保适当流动,钎焊温度 ≥ 液相线温度 25°C (50°F) |
| 气氛控制 | 中性气体,氧含量 < 100 ppm,湿度 < -40°C |
| 保温温度和时间 | ≥577°C (1071°F) 持续 >5 分钟,≥585°C (1085°F) 持续 1-8 分钟,最高 600°C (1112°F) |
| 设备注意事项 | 精确的温度控制、气氛系统、合金/母材兼容性 |
准备好优化您的银钎焊工艺了吗?立即联系我们的专家,获取量身定制的解决方案!
图解指南