本质上,冷等静压 (CIP) 是一种制造工艺,用于在室温或接近室温的条件下将粉末材料压实成坚固、均匀的块体。它主要用于从先进陶瓷、耐火材料、金属和塑料中制造“生坯件”——未烧结的组件。其主要优点是无论零件的形状或尺寸如何,都能实现高度一致的密度。
用粉末成型零件的核心挑战是实现均匀密度;传统压制会产生弱点,导致缺陷。冷等静压通过使用流体从各个方向施加相等压力来解决这个问题,从而生产出更均匀的组件,该组件在后续加工或高温烧结中更加可靠。
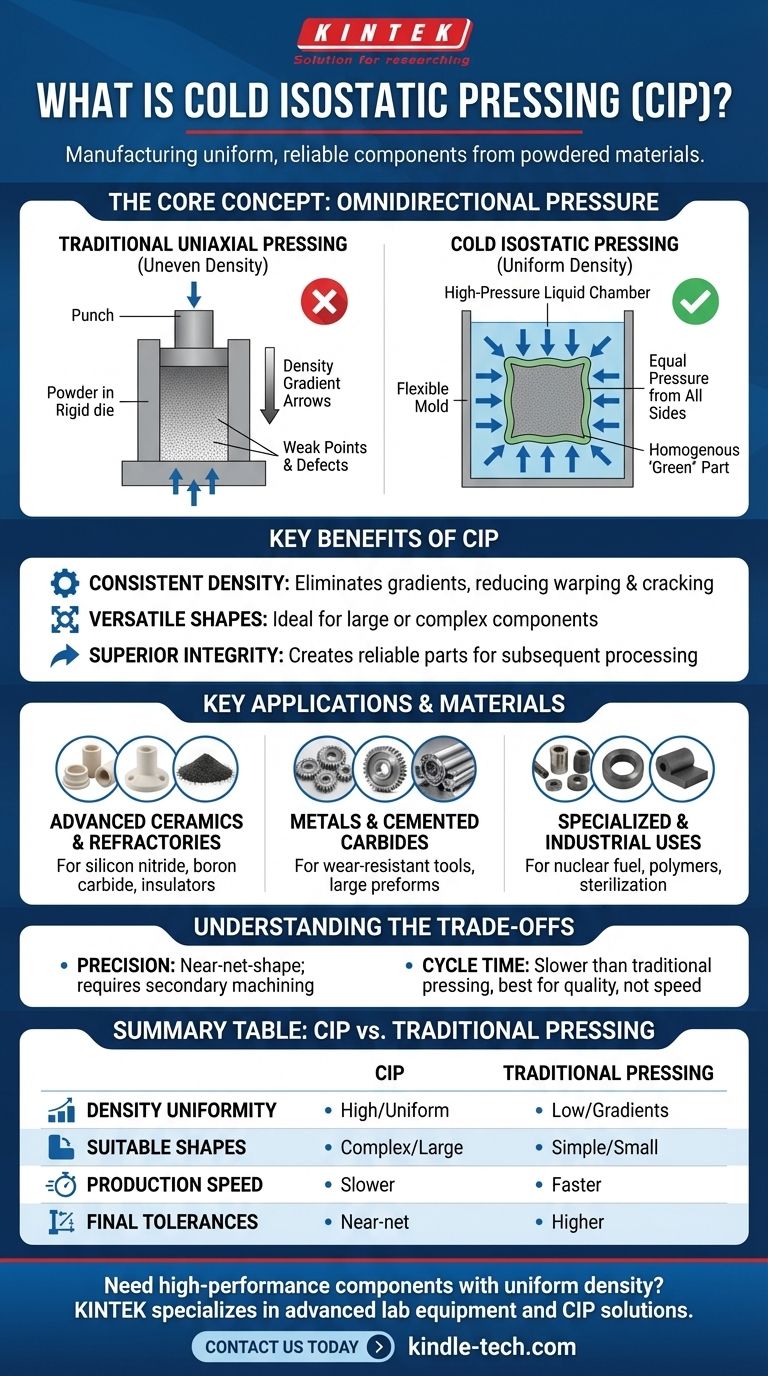
CIP 解决的核心问题:均匀密度
冷等静压的真正价值最好通过将其与最常见的替代方法——单轴压制进行比较来理解。
传统压制的局限性
在传统(单轴)压制中,模具中填充粉末,然后通过沿单一方向移动的冲头进行压实。
这会在粉末颗粒和模具壁之间产生显著的摩擦。结果是压力分布不均匀。
最终零件存在密度梯度,靠近冲头的区域比远离冲头的区域密度大得多。这些不一致会导致最终烧结阶段的翘曲、开裂和不可预测的收缩。
等静压如何产生一致性
冷等静压通过将装有粉末的柔性密封模具浸入高压液体腔室中,完全避免了这个问题。
泵对流体加压,然后流体将压力均匀地传递到模具的每个表面。
这种全向压力均匀地压实粉末,消除了单轴压制零件中存在的密度梯度和内应力。结果是具有卓越结构完整性的均匀“生坯件”,可用于最终加工。

主要应用和材料
CIP 制造均匀生坯件的能力使其在众多行业中制造高性能组件不可或缺。
先进陶瓷和耐火材料
这是 CIP 的主要应用。碳化硅、氮化硅、碳化硼和电绝缘体等材料易碎且对内部缺陷高度敏感。
CIP 提供的均匀密度对于防止微裂纹的形成至关重要,否则这些微裂纹会导致最终烧结产品发生灾难性故障。
金属和硬质合金
CIP 广泛用于制造工具钢、高熔点金属和硬质合金零件。
它对于制造耐磨工具或尺寸过大而无法放入传统压机的组件的预成型件特别有效。
专业和工业用途
该工艺的多功能性扩展到许多其他领域。常见应用包括:
- 固结石墨、铁氧体和核燃料。
- 从专用聚合物和树脂粉末中成型零件。
- 致密化热喷涂涂层以消除孔隙率。
- 食品和制药行业中的高压灭菌。
了解权衡
虽然功能强大,但 CIP 并非万能解决方案。了解其局限性是有效使用它的关键。
精度和公差
冷等静压是一种近净成形工艺,但它不是最终的制造方法。
柔性模具无法提供刚性钢模具那样高的尺寸精度。由此产生的生坯件几乎总是需要二次加工,例如机械加工或烧结,以满足最终的公差规格。
循环时间和吞吐量
装载模具、将其放入压力容器、加压、减压和卸载的过程本质上比自动化单轴压机的快速循环时间慢。
因此,CIP 通常保留用于零件质量和均匀密度比大规模生产速度更关键的应用。
为您的目标做出正确的选择
选择正确的粉末压实方法完全取决于最终组件的要求。
- 如果您的主要重点是制造具有高可靠性的大型或复杂形状:CIP 是生产具有均匀密度以防止烧结过程中出现缺陷的预成型件的卓越选择。
- 如果您的主要重点是批量生产简单、较小的形状:传统的单轴压制通常更快、更简单且更具成本效益。
- 如果您的主要重点是在一个步骤中实现最大最终密度:您可能需要研究热等静压 (HIP),它结合了高压和高温。
通过利用全向流体压力,冷等静压为从粉末材料制造高质量组件提供了独特的解决方案。
总结表:
| 方面 | 冷等静压 (CIP) | 传统单轴压制 |
|---|---|---|
| 密度均匀性 | 高 - 各方向均匀 | 低 - 存在密度梯度 |
| 适用形状 | 复杂、大型或不规则形状 | 简单、较小的形状 |
| 生产速度 | 循环时间较慢 | 更快、大批量生产 |
| 最终公差 | 近净成形,需要二次加工 | 更高的尺寸精度 |
| 主要优点 | 消除内部缺陷和弱点 | 适用于大规模生产的成本效益 |
需要生产具有均匀密度的高性能组件?
在 KINTEK,我们专注于提供先进的实验室设备和耗材,包括冷等静压解决方案,以帮助您从先进陶瓷、金属和硬质合金中制造可靠、无缺陷的零件。我们的专业知识确保您的材料达到卓越性能在严苛应用中所需的均匀密度。
立即联系我们,讨论我们的 CIP 技术如何增强您的制造工艺并提供您的实验室所需的质量。
图解指南