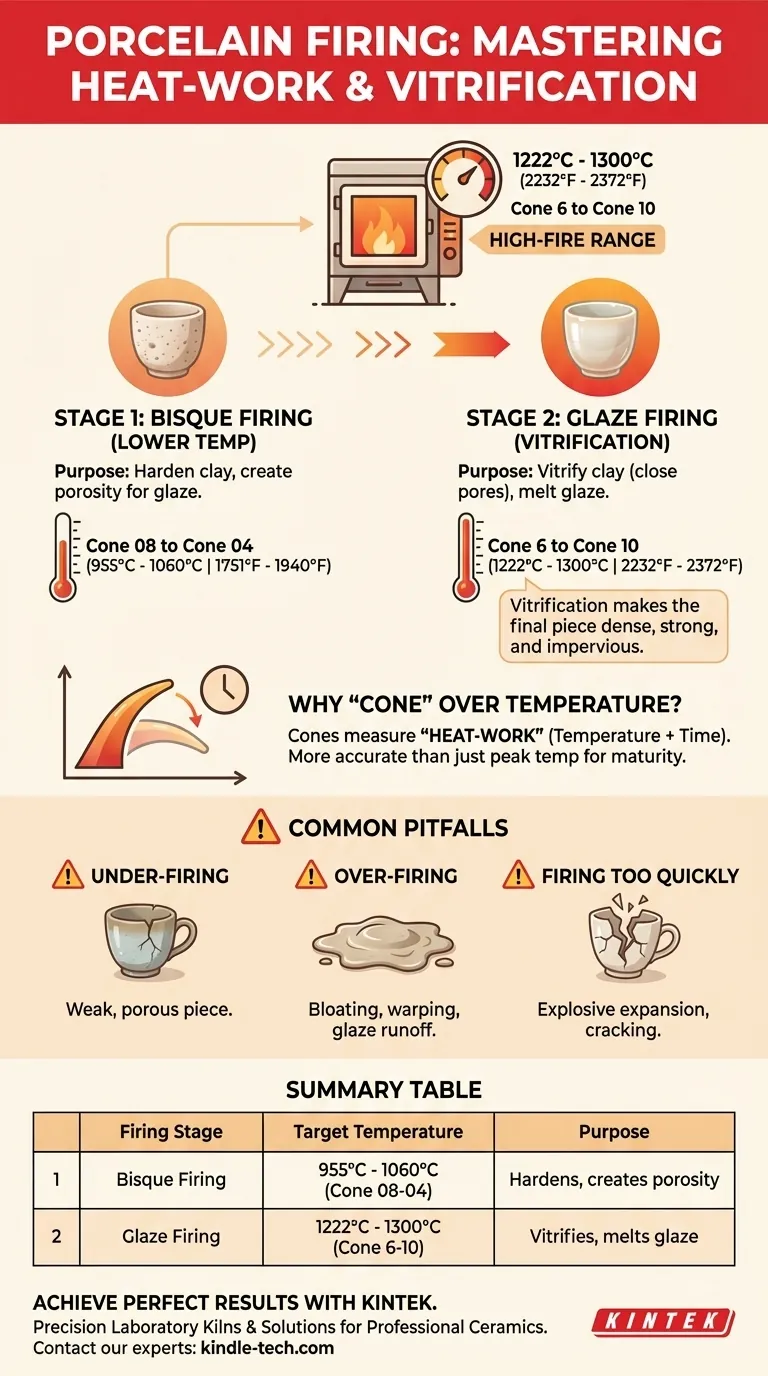
在专业陶瓷领域,瓷器通常在1222°C至1300°C(2232°F至2372°F)之间的高温下烧制。这个范围对应于锥号6至锥号10的测温锥标准。然而,这个单一的数字仅代表最终步骤;正确的温度是一个更大、经过精心控制的工艺的一部分,其中包括在低得多的温度下进行的初步“素烧”。
具体的温度不如整个烧制曲线重要——即受控的加热、保温和冷却速率。瓷器烧制的真正成功来自于对这个完整过程的理解,因为是总的“热功”决定了作品的最终特性。
两阶段烧制工艺解释
瓷器几乎从不只烧制一次。要达到其标志性的强度和半透明度,需要两步法,每个阶段在不同温度下都有其独特的目的。
第一阶段:素烧
第一次烧制,称为素烧,是低温步骤。其目的不是使粘土完全成熟,而是将其转化为硬化但多孔的陶瓷状态。
这种孔隙度至关重要,因为它允许作品在下一步中轻松吸收水性釉料,而不会溶解或破裂。
典型的瓷器素烧发生在锥号08至锥号04之间,大约是955°C至1060°C(1751°F至1940°F)。
第二阶段:釉烧(玻化)
第二次也是最后一次烧制是高温釉烧。这是瓷器达到其峰值温度并经历玻化的过程。
玻化是粘土颗粒熔化并融合在一起的过程,它封闭了孔隙,使最终作品致密、坚固且不透水。
这次烧制使作品达到最终温度锥号6至锥号10(1222°C至1300°C),将施加的釉料熔化成光滑、玻璃状的涂层,并永久地与泥胎结合。
为什么“锥号”比温度更重要
在陶瓷领域,专业人士很少单独谈论温度。相反,他们会提到测温锥,它能更准确地衡量窑炉内部发生的情况。
什么是测温锥?
测温锥是一种小的金字塔形工具,由陶瓷材料制成。它设计用于在特定的温度和时间组合下软化和弯曲。
测量“热功”,而不仅仅是热量
窑炉可以非常快或非常慢地达到目标温度。即使峰值温度相同,这两种路径也会在粘土中产生截然不同的结果。
测温锥测量的是这种总能量输入,称为“热功”。当正确的锥号弯曲时,它证实瓷器吸收了适量的能量以正确成熟,从而提供比简单温度读数更可靠的结果。
常见的误区
烧制曲线是一个精确的公式。偏离特定泥胎的要求很容易毁掉一件作品。
烧制不足的风险
如果瓷器未达到所需的成熟温度,它将不会完全玻化。最终的作品将脆弱、多孔且易碎。釉面也可能显得暗淡、粗糙或附着不良。
烧制过度的危险
将瓷器烧制到高于其预期锥号的温度同样具有破坏性。泥胎可能会膨胀、变形,甚至熔化成窑炉架上的一个水坑。釉料会变得过于流动,从作品上流下,并可能损坏您的设备。
烧制过快
过快地升高温度,尤其是在早期阶段,会导致粘土中截留的水分变成蒸汽并爆炸性膨胀。这是窑炉内开裂和破碎的主要原因。
为您的目标做出正确的选择
始终将您的烧制程序与您的材料匹配。没有适用于所有类型瓷器的通用设置。
- 如果您的主要重点是使用商业泥胎:请务必遵循制造商推荐的锥号烧制范围。此信息不可协商,并印在包装上。
- 如果您的主要重点是确保釉料兼容性:请确保您的釉料的锥号等级与您的瓷器泥胎的锥号等级匹配。不匹配是导致开裂(冰裂)或剥落等缺陷的主要原因。
- 如果您的主要重点是解决变形等缺陷:您的作品很可能烧制过度或在窑炉架上支撑不足。请验证您的目标锥号,并考虑更慢的加热和冷却周期。
最终,掌握瓷器烧制就是掌握对热量随时间变化的精确控制。
总结表:
| 烧制阶段 | 目标温度 | 目的 |
|---|---|---|
| 素烧 | 955°C - 1060°C (锥号08-04) | 硬化粘土,为上釉创造孔隙度 |
| 釉烧 | 1222°C - 1300°C (锥号6-10) | 玻化粘土,熔化釉料以获得最终表面 |
使用 KINTEK 实现完美的瓷器烧制效果
掌握瓷器烧制需要精密设备和专业知识。在 KINTEK,我们专注于高性能实验室窑炉和专为专业陶瓷设计的耗材。我们可靠的设备确保精确的温度控制和一致的热功,每次都能实现完美的玻化。
让我们帮助您释放瓷器项目的全部潜力。无论您是工作室艺术家、教育机构还是研究机构,KINTEK 都能提供解决方案来支持您的陶瓷烧制需求。
立即联系我们的专家,讨论适合您瓷器工作流程的理想窑炉,并获得完美无瑕的效果!
图解指南