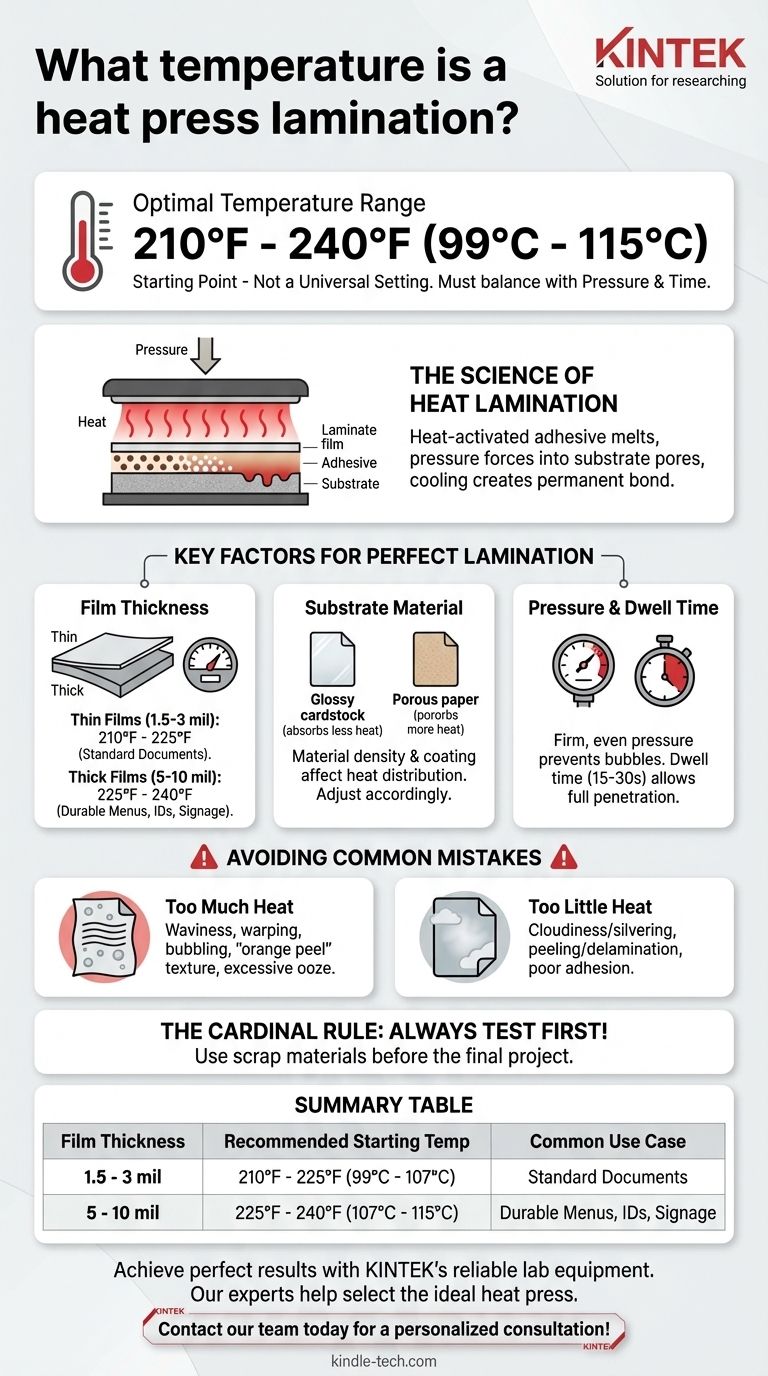
简而言之,热压覆膜的正确温度通常介于 210°F 和 240°F(99°C 至 115°C)之间。然而,这个范围仅仅是一个起点,因为理想温度取决于覆膜的特定厚度以及您要覆膜的材料。
最重要的一点是,温度并非一个孤立的设置。它与压力和时间处于微妙的平衡之中。找到正确的温度意味着了解您的具体材料,并在最终项目之前始终进行试运行。
热覆膜的科学
热量实际作用
热覆膜,也称为热层压,使用热活化粘合剂。覆膜具有一层固态、触感凉爽的聚合物粘合剂。
当热压机施加正确温度时,这种粘合剂会熔化成液态。然后,压机的压力将这种熔融的粘合剂压入基材(要覆膜的纸张或材料)的孔隙中。
冷却后,粘合剂固化,在薄膜和材料之间形成永久、保护性和清晰的粘合。

决定温度的关键因素
实现完美覆膜需要平衡三个相互关联的变量:温度、压力和时间。改变其中一个通常需要调整其他变量。
覆膜厚度
这是最重要的因素。覆膜的测量单位是密耳(千分之一英寸)。较厚的薄膜需要更高的热量才能熔化更多的粘合剂。
- 薄膜(1.5 - 3 密耳):需要较低的温度,通常在 210°F - 225°F 范围内。
- 厚膜(5 - 10 密耳):需要更高的温度才能渗透,通常在 225°F - 240°F 范围或略高。
基材
不同的材料吸收和散发热量的方式不同。致密、有光泽的卡纸与多孔、无涂层的纸张受热方式不同。
始终考虑您的基材。如果您要覆膜对热敏感的材料,例如某些类型的相纸或合成织物,则必须使用能达到良好粘合的最低温度。
压力的作用
压力确保熔化的粘合剂完全渗透基材,以形成牢固、无气泡的粘合。大多数用于覆膜的热压机需要坚固、均匀的压力。
如果温度略低,有时稍微增加压力或时间可以弥补。然而,过大的压力会导致粘合剂从侧面挤出,这种现象称为“渗出”。
停留时间
停留时间是施加热量和压力的持续时间。较厚的薄膜和较致密的基材需要更长的停留时间,以使热量完全渗透并激活粘合剂。这通常在 15 到 30 秒的范围内,但因机器和材料而异。
了解陷阱和常见错误
设置错误可能会毁掉您的项目。学会识别不正确温度的迹象对于进行调整至关重要。
温度过高的迹象
过热是最常见的错误。它不仅熔化粘合剂,还会熔化聚酯薄膜本身,导致以下几个明显迹象:
- 波纹或翘曲:基材和薄膜会卷曲或出现波浪状。
- 起泡:出现小气泡,表明粘合剂或薄膜已沸腾。
- “橘皮”纹理:覆膜表面看起来凹凸不平,而不是完全光滑。
- 过度渗出:大量熔化的粘合剂从边缘挤出。
温度过低的迹象
热量不足会阻止粘合剂正常熔化,导致粘合力弱或不完全。
- 浑浊或“银纹”:覆膜物品看起来模糊或有银色、浑浊的斑块。这清楚地表明粘合剂没有完全熔化和粘合。
- 剥离或分层:薄膜可以很容易地从基材上剥离,尤其是在角落处。
- 附着力差:粘合感觉脆弱且不牢固,物品缺乏所需的刚性。
基本规则:始终先测试
切勿在没有先测试设置的情况下覆膜您的最终、不可替代的物品。使用一小块完全相同的基材和一小块覆膜。这个小步骤将使您免于昂贵且令人沮丧的错误。
如何将其应用于您的项目
使用这些指南作为起点,并根据测试运行的结果进行调整。
- 如果您的主要重点是标准文件(3 密耳薄膜):将压机设置为 220°F (104°C),施加牢固压力 20 秒。如果出现浑浊,将温度提高 5 度。
- 如果您的主要重点是耐用的菜单或身份证(5 密耳薄膜):从 230°F (110°C) 开始,施加牢固压力 25-30 秒。这种厚度需要更多的热量和时间才能完全粘合。
- 如果您的主要重点是刚性标牌(10 密耳薄膜):将初始温度设置为 240°F (115°C),施加牢固压力至少 30 秒。检查是否完全清晰且最终产品坚硬。
- 如果您要覆膜对热敏感的材料:使用尽可能低的温度设置,大约 210°F (99°C),并通过稍微延长停留时间来弥补。优先保护您的原件,而不是第一次就获得完美的粘合。
最终,掌握覆膜是一个测试和完善的过程,以找到适合您的机器、薄膜和材料特定组合的完美设置。
总结表:
| 薄膜厚度(密耳) | 推荐起始温度 | 常见用途 |
|---|---|---|
| 1.5 - 3 密耳 | 210°F - 225°F (99°C - 107°C) | 标准文件 |
| 5 - 10 密耳 | 225°F - 240°F (107°C - 115°C) | 耐用菜单、身份证、标牌 |
每次都能实现完美、无气泡的覆膜。正确的设备是掌握温度、压力和时间的关键。KINTEK 专注于可靠的实验室设备和耗材,满足您所有的实验室和专业覆膜需求。让我们的专家帮助您选择理想的热压机,以获得完美无瑕的效果。立即联系我们的团队进行个性化咨询!
图解指南