
寻找一个“魔术数字”
一位工程师正在检查一个分层的部件。粘合失败了。又一次。
第一个问题总是相同的:“设置是什么?”压力、温度、时间。
这个问题揭示了一种根深蒂固的人类偏见。我们想要一个简单、普适的答案。一个能保证成功的“魔术数字”。在制造业中,就像在生活中一样,这样的数字很少存在。
成功的热压不是通过找到一套秘密的参数来实现的。它是通过理解系统——材料、力与热之间的对话——来实现的。
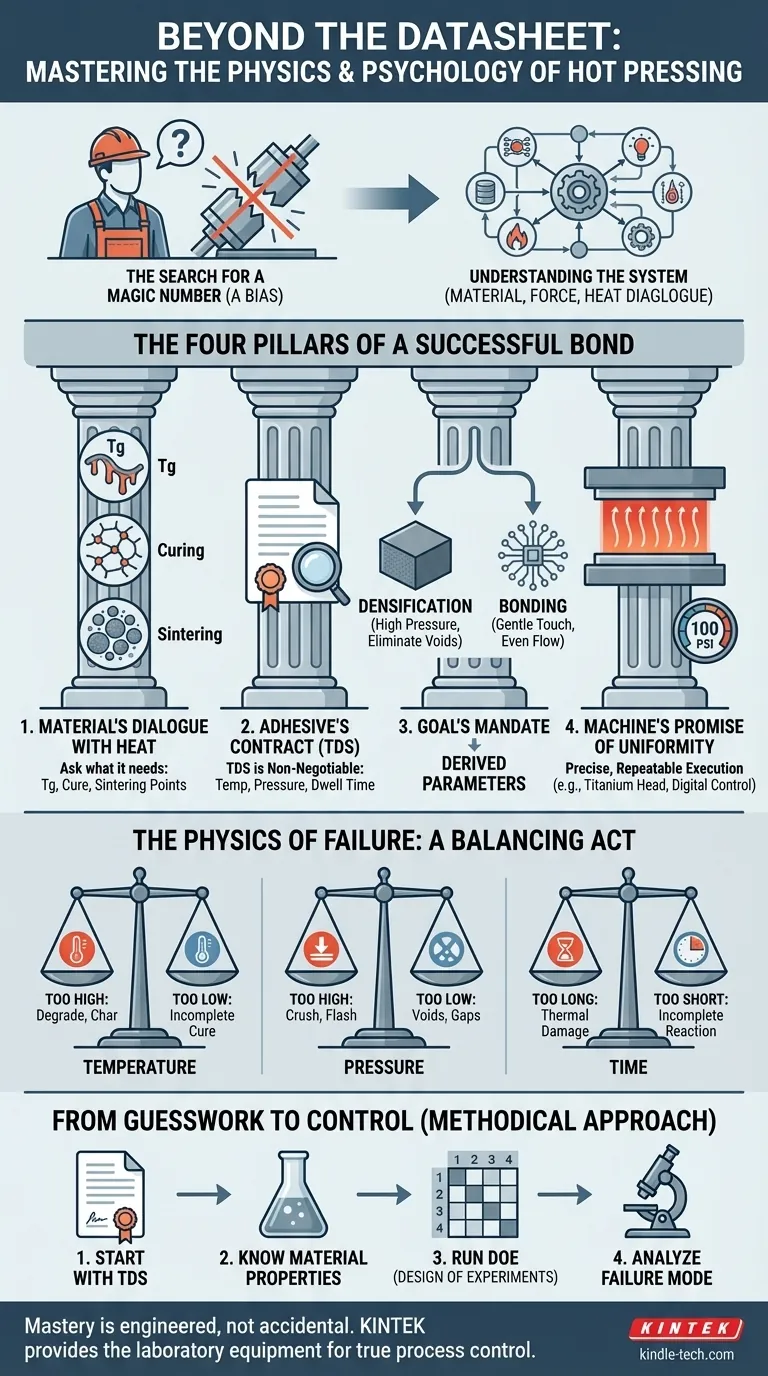
成功粘合的四大支柱
正确的参数不是被发现的;它们是被推导出来的。它们是四个相互关联因素的直接函数。
1. 材料与热的对话
材料本身决定了对话的条件。你不是告诉它该做什么;你问它需要什么。
- 热塑性塑料必须加热到其玻璃化转变温度(Tg)以上,此时它们从坚硬的固体转变为柔软、可塑的状态。
- 热固性塑料和粘合剂需要特定的温度来触发化学反应——固化——形成永久性的、交联的粘合。
- 粉末金属或陶瓷需要极高的温度和压力才能将颗粒压合在一起,减少空隙,并在称为烧结的过程中实现致密化。
每种材料都有一个不可协商的热窗口。在此窗口之外操作是失败的根源。
2. 粘合剂的契约
当涉及粘合剂时,其技术数据表(TDS)不是建议。它是一份契约。
TDS规定了所需的固化温度、确保完全润湿表面的必要压力以及化学反应完成所需的停留时间。忽略这份文件就像试图在没有蓝图的情况下建造发动机。
3. 目标的指令
你为什么进行热压与你压制什么一样重要。意图决定了技术。
将复合材料层压实形成实心面板需要高压来消除每一个空隙。目标是强制致密化。
然而,将精密的柔性电路粘合到显示器上需要更轻柔的操作。压力只需足以使粘合剂均匀流动即可。过大的力会压碎微观的导线,损坏部件。
4. 机器的均匀性承诺
最后的支柱是设备本身。如果机器无法精确且可重复地执行工艺规范,那么该规范就毫无用处。
这就是工程变成艺术的地方。由钛合金加工的热压头不仅仅是一块金属;它是整个表面快速、均匀加热的保证。数字压力表不是一个特性;它是你唯一知道每次压力都是实际100 psi 的方式。
机器的作用是消除变异性,确保唯一的变量是你故意设定的那些。
失败的物理学:一项平衡的艺术
偏离最佳工艺窗口会带来可预测的、通常是灾难性的风险。
-
温度:过高,材料会降解、炭化或分层。过低,粘合剂永远无法完全固化,留下没有实际强度的粘合的“幽灵”。
-
压力:过高,精密部件会被压碎,或者粘合剂会从接缝处“飞溅”出来,使其“饥饿”。过低,你会产生空隙——微小的间隙,阻止紧密接触,并成为未来的失效点。
-
时间:这是沉默的伙伴。停留时间必须足够长,以便热量渗透到材料中并完成化学反应,但又不能太长以至于造成热损伤或降低生产效率。
| 关键因素 | 为何重要 | 如何决定参数 |
|---|---|---|
| 材料类型 | 每种材料都有独特的热性能。 | 设定所需温度范围(例如,塑料的 Tg 以上)。 |
| 粘合剂 | 粘合剂具有特定、不可协商的固化需求。 | TDS 定义精确的温度、压力和时间。 |
| 工艺目标 | 意图(粘合与致密化)各不相同。 | 影响压力水平(致密化高压,粘合低压)。 |
| 设置错误 | 可能导致不可逆的损坏或弱粘合。 | 高:降解、损坏。低:弱粘合、固化不完全。 |
从猜测到控制
没有捷径可走,必须采取有条理的方法。
- 对于粘合剂粘合:从 TDS 开始。它是你的基本事实。
- 对于材料固结:从材料记录的热性能(Tg、烧结点)开始。
- 对于新工艺:进行实验设计(DOE)。创建温度、压力和时间小幅变化的矩阵,以经验方式找到特定应用的最佳窗口。
- 对于故障排除:分析失效模式。分层表明是温度或表面处理问题。压碎的部件表明压力过大。
掌握不是关于知道数字。它是关于构建一个允许你控制产生这些数字的变量的系统。
这种级别的工艺控制不是偶然的;它是工程化的。在 KINTEK,我们提供正是为此目的设计的实验室设备。我们先进的热压机提供将理论转化为高产量生产所需的均匀加热和精确、可重复的压力控制。真正的工艺掌握始于你的设备能够以完美的重复性执行你的意图。如果你已准备好调整你的工艺以获得最大的强度和一致性,请联系我们的专家。
图解指南
相关产品
- 带加热板的自动加热液压压机,用于实验室热压 25T 30T 50T
- 手动高温加热液压压机带加热板用于实验室
- 触摸屏自动真空热压机
- 30T 40T 分体式自动加热液压压机带加热板用于实验室热压
- 真空热压炉加热真空压机


















