
孔隙的暴政
想象一下关键部件失效。不是因为可见的裂缝,而是因为看不见的敌人:一个微小的孔隙,一个在制造过程中留下的虚无的微小空间。在高强度陶瓷领域,这不仅仅是材料缺陷;这是即将发生的灾难性故障。
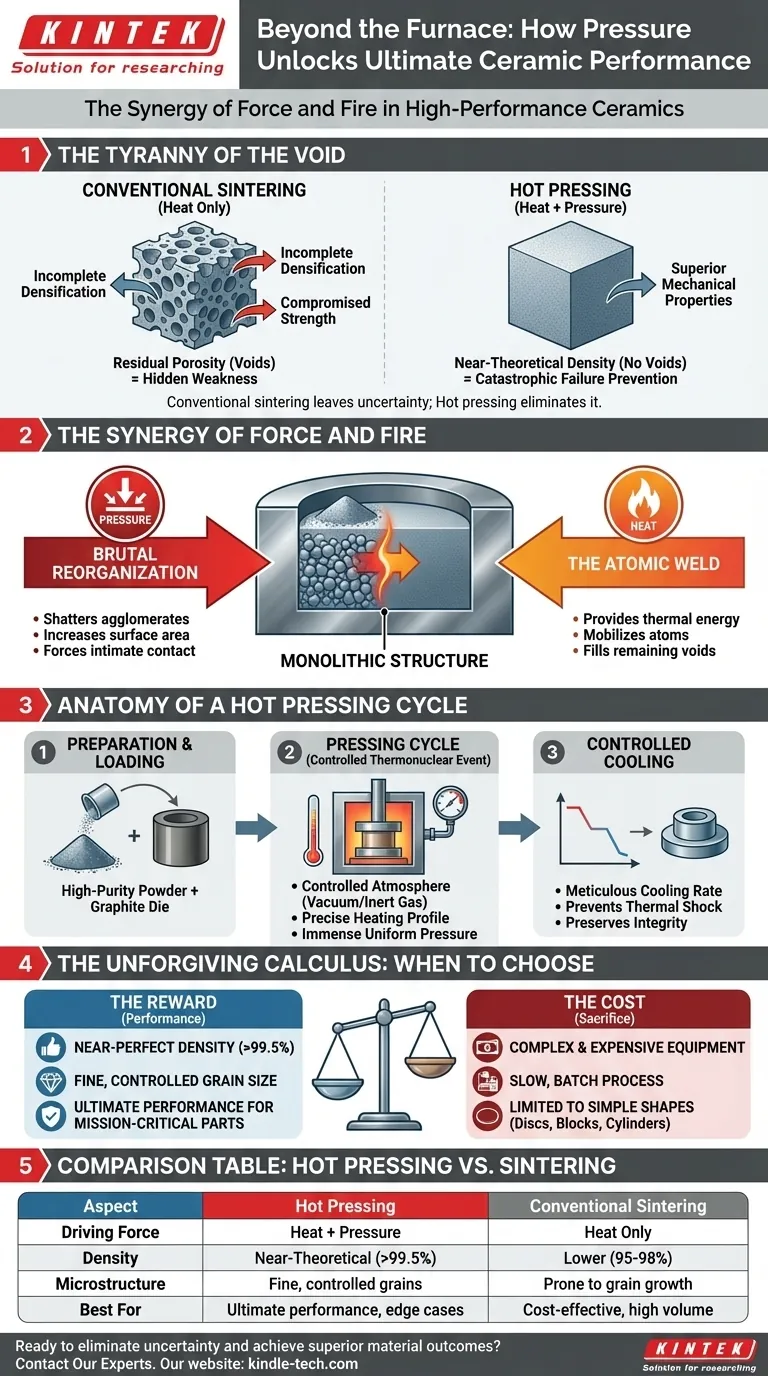
用粉末制造陶瓷的基本挑战是消除这些孔隙。传统的烧结仅依靠热量,是一个耐心的过程。它会促使原子缓慢扩散并填充颗粒之间的间隙。但这通常是一场不完整的胜利,会留下残余的孔隙率,从而损害强度、硬度和可靠性。
这就是孔隙的暴政。它引入了不确定性,一种隐藏的弱点。对于不允许失败的应用——从航空航天部件到弹道装甲——这种不确定性是不可接受的。
力与火的协同作用
热压是解决这个问题的决定性答案。它不仅仅是哄骗原子;它是在命令它们。通过结合极高的温度和巨大的机械压力,它从根本上改变了致密化的物理学。
这种协同作用使该过程如此强大。热量提供能量,但压力是催化剂,使过程极其高效。
压力:残酷的重组
压力的第一个作用是机械作用。它迫使单个陶瓷粉末颗粒紧密、不可否认地接触。
- 它会粉碎弱的颗粒团聚体,分解那些否则会产生大孔隙的团块。
- 它大大增加了颗粒接触的表面积,为原子扩散创造了高速公路。
这种加压辅助机制使得致密化可以在比传统烧结更低的温度和更少的时间内发生。这是一种微观层面的物理重组,为完美的原子键合奠定了基础。
热量:原子焊缝
当压力排列颗粒时,热量为最后的行动提供了热能。在高温下,原子变得活跃。它们以足够的能量振动,能够跨越新形成的颗粒边界移动,填充最后剩余的孔隙。
结果不仅仅是一堆熔合的颗粒。它是一个坚固的整体结构——一种被锻造成其最强状态的材料。
热压循环的解剖
执行此过程需要细致的控制。它更像是受控的微型热核事件,而不是烘烤。
-
准备和装载:旅程始于高纯度陶瓷粉末,将其装入模具。该模具几乎总是由高纯石墨制成,这是一种了不起的材料,即使在极高的温度下也能保持其强度和化学稳定性。
-
压制循环:装载的模具进入专用炉。气氛经过仔细控制——通常是真空或氩气等惰性气体——以防止任何不希望发生的化学反应。当温度根据精确的曲线升高时,一个冲头施加巨大的、均匀的压力。
-
控制冷却:在最高温度和压力下“保温”一段时间后,开始冷却过程。这个阶段与加热阶段一样关键。过快冷却会引起热冲击,使新形成的部件碎裂。必须完美地控制速率以保持部件的完整性。
无情的计算:何时选择热压
这种级别的性能是有代价的。决定使用热压是一个战略性的决定,由对权衡的清晰理解驱动。
回报:近乎完美的密度和微观结构
主要优点是获得近乎理论密度的陶瓷。这种孔隙的缺失直接转化为卓越的机械性能:更高的强度、更大的硬度和更高的断裂韧性。
此外,由于该过程速度更快且在较低温度下进行,因此它抑制了过度的晶粒生长。更精细、更均匀的晶粒结构是高性能材料的基石,进一步增强了它们的韧性。
成本:刻意的牺牲
热压并非适用于所有应用。设备复杂且昂贵。该过程本身很慢,以批次运行,这使其不适合大规模生产。
也许最大的限制是几何形状。单轴压力意味着零件通常限于简单的形状,如圆盘、块和圆柱体。
| 方面 | 热压 | 传统烧结 |
|---|---|---|
| 驱动力 | 热量 + 高压 | 仅热量 |
| 所得密度 | 近乎理论值(> 99.5%) | 通常较低(95-98%) |
| 微观结构 | 细小、受控的晶粒尺寸 | 易于晶粒生长 |
| 最适合 | 终极性能、任务关键型部件 | 经济高效、大批量生产 |
| 主要限制 | 高成本、低吞吐量、简单形状 | 残余孔隙率、有限的性能上限 |
最终,热压是工程师和科学家们需要突破材料科学界限的工具。当你为极端情况设计时,你会做出这个选择,此时性能至关重要,而失效的成本远高于生产成本。
掌握这种原子锻造过程所需的精度需要为这项任务而制造的设备。能够对温度、压力和气氛进行如此精确控制的系统,将理论模型转化为高性能的现实。如果您准备在实验室中消除不确定性并获得卓越的材料成果,请联系我们的专家。
图解指南
相关产品
- 带加热板的自动加热液压压机,用于实验室热压 25T 30T 50T
- 手动高温加热液压压机带加热板用于实验室
- 触摸屏自动真空热压机
- 30T 40T 分体式自动加热液压压机带加热板用于实验室热压
- 真空热压炉加热真空压机


















