
绝对密度的诱惑
想象一下,一位工程师的任务是制造一个完美致密的陶瓷部件。不仅仅是坚固,而是理论上完美。一种没有空隙、没有弱点的材料——这种部件可以决定下一代卫星或关键医疗植入物的性能。
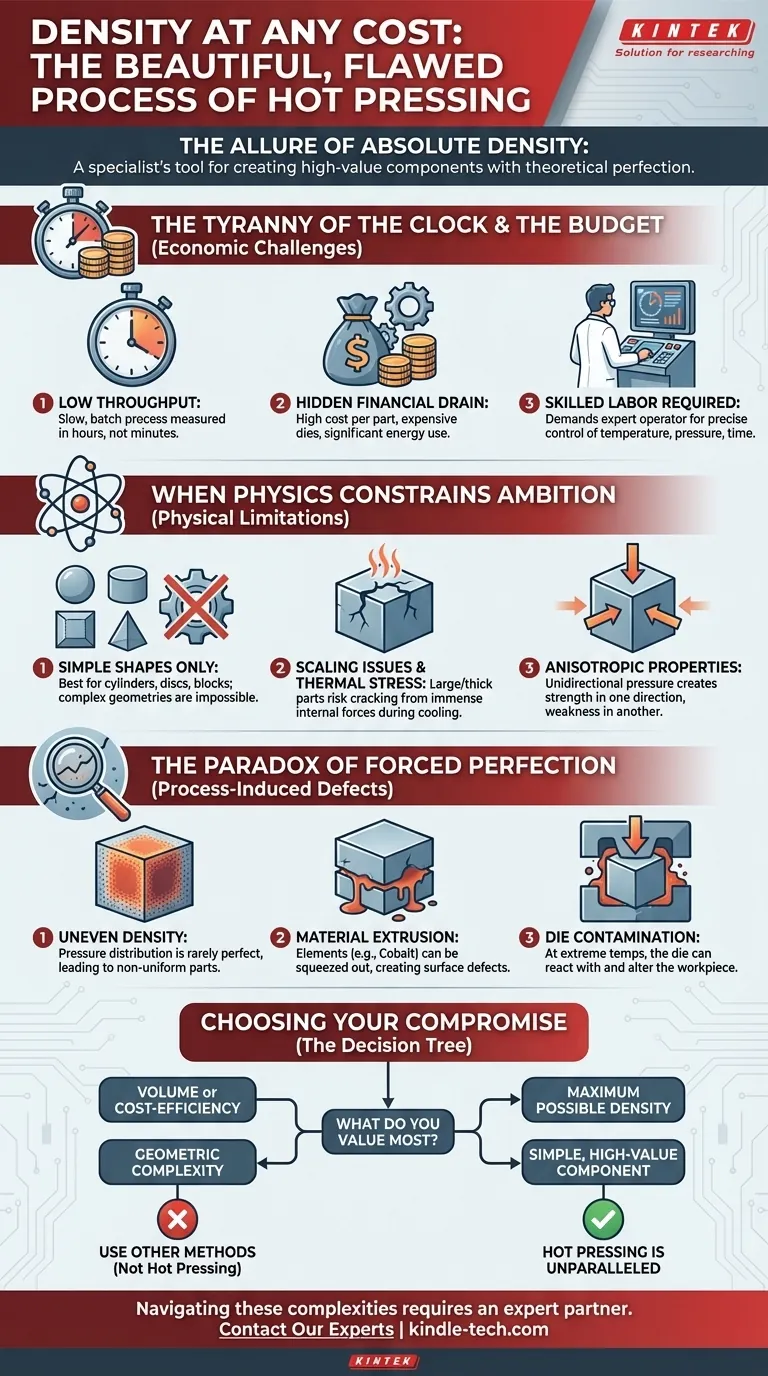
为了追求这种完美,热压通常是首选方法。它承诺通过巨大的热量和压力将物质挤压到其理想状态。
但这种对密度的单一关注是一种心理陷阱。在解决一个变量的同时,引入了一系列其他通常更难解决的问题。热压不是一个简单的制造步骤;它是一种与物理定律和经济学进行的谈判。
时钟和预算的暴政
热压最直接的挑战不在于材料科学,而在于资产负债表和日历。它迫使我们面对一个令人不快的现实:即使是最先进的工艺也受到实际限制的约束。
以小时而非分钟计量的过程
与大规模生产方法不同,热压速度很慢。每个零件或一小批零件都在单个模具中精心加热和压缩。这种刻意的节奏导致产量极低。这是一个制造杰作的过程,而不是储备仓库。
隐藏的财务消耗
成本悄无声息但无情地累积。承受极端热应力和机械应力的专用模具和压头的使用寿命极短。制造它们很昂贵。运行该过程会消耗大量能源。这是一种每件零件成本都很高的方法,而且是故意的。
穿白大褂的工匠
热压不是一个“设置好就不用管”的操作。它需要操作员对温度、压力和时间的相互作用有深刻的直觉感受。加热或冷却速率的轻微计算失误都可能导致灾难性的应力,将高价值部件变成废料。这种对人类技能的依赖使得一致性成为一个挑战,并凸显了对极其稳定、可靠的设备的需求,这些设备能够以完美的精度执行操作员的命令。
当物理学限制了雄心
除了经济因素,热压还带来了基本的物理限制,这可能会让最雄心勃勃的设计感到沮丧。过程决定形状,而不是反过来。
被困在简单的形状中
模具是主宰。该工艺最适合生产简单的几何形状,如圆柱体、圆盘或块体。复杂、不对称的形状和复杂的特征通常是不可能的。你只能压制从一个方向有效压制的形状。
规模的压倒性重量
虽然它可以生产大直径的零件,但制造同时又大又厚的部件是一项艰巨的挑战。在缓慢的冷却过程中,材料内部会产生巨大的热应力。在大坯料中,这些力很容易导致零件自身开裂,需要具有无与伦比的温度均匀性的设备。
一个方向的强度,另一个方向的弱点
热压中使用的单向压力可以使材料的晶粒结构对齐,从而产生各向异性微观结构。这意味着成品部件在一个轴向上可能非常坚固,而在另一个轴向上则出奇地脆弱。你得到一个高密度部件,但其性能变得有条件且依赖于方向——在许多高性能应用中这是一个危险的缺陷。
强制完美的悖论
最迷人的限制是过程本身产生的限制。强行将材料塑造成致密状态的行为本身就会引入新的、更微妙的缺陷。
不均匀的妥协
压力很少能完美分布。直接在压头下方的材料比模具边缘附近的材料更致密。最终产品平均密度很高,但并非均匀致密。对均匀性的追求最终导致一种结构化的不一致状态。
材料自身的反抗
有时,材料会反抗。在极高的温度和压力下,某些元素可能会被实际挤出。例如,在某些合金中,钴会被挤出到表面,导致材料枯竭,并产生粗糙、麻点状的表面,后期难以加工。
容器的污染
在极端温度下,模具本身可能成为污染源,与工件发生反应并改变工件。对于像 ITO 溅射靶材这样的敏感材料,该过程还会导致氧气分布不均,直接影响最终薄膜的性能。成功在很大程度上取决于使用高纯度、非反应性的模具和耗材。
选择你的妥协
热压不是一个有缺陷的过程;它是一种专家工具,其特点是权衡取舍。决定使用它取决于一个问题:你最看重什么?
- 如果你的目标是产量或成本效益,其他方法要好得多。
- 如果你的设计需要几何复杂性,热压是死胡同。
- 但如果你的目标是在简单的高价值部件中实现最大可能的密度——并且你准备好投资于操作掌握和设备来管理其挑战——那么它仍然是无与伦比的选择。
驾驭这些复杂性需要的不仅仅是数据表;它需要一个理解过程细微差别的合作伙伴。如果您正在为下一个项目权衡这些权衡,我们的团队随时为您提供帮助。联系我们的专家
图解指南
相关产品
- 带加热板的自动加热液压压机,用于实验室热压 25T 30T 50T
- 手动高温加热液压压机带加热板用于实验室
- 触摸屏自动真空热压机
- 30T 40T 分体式自动加热液压压机带加热板用于实验室热压
- 真空热压炉加热真空压机


















