
强度的错觉
想象一下用沙子建造雕塑。你可以把它压成一块,但它仍然很脆弱,每一粒沙子都只是一个松散地依附在邻居上的个体。然后你可以烘烤它,将外层融合在一起,但核心可能仍然松散,充满看不见的空隙。最终的作品看起来很坚固,但它隐藏着弱点。
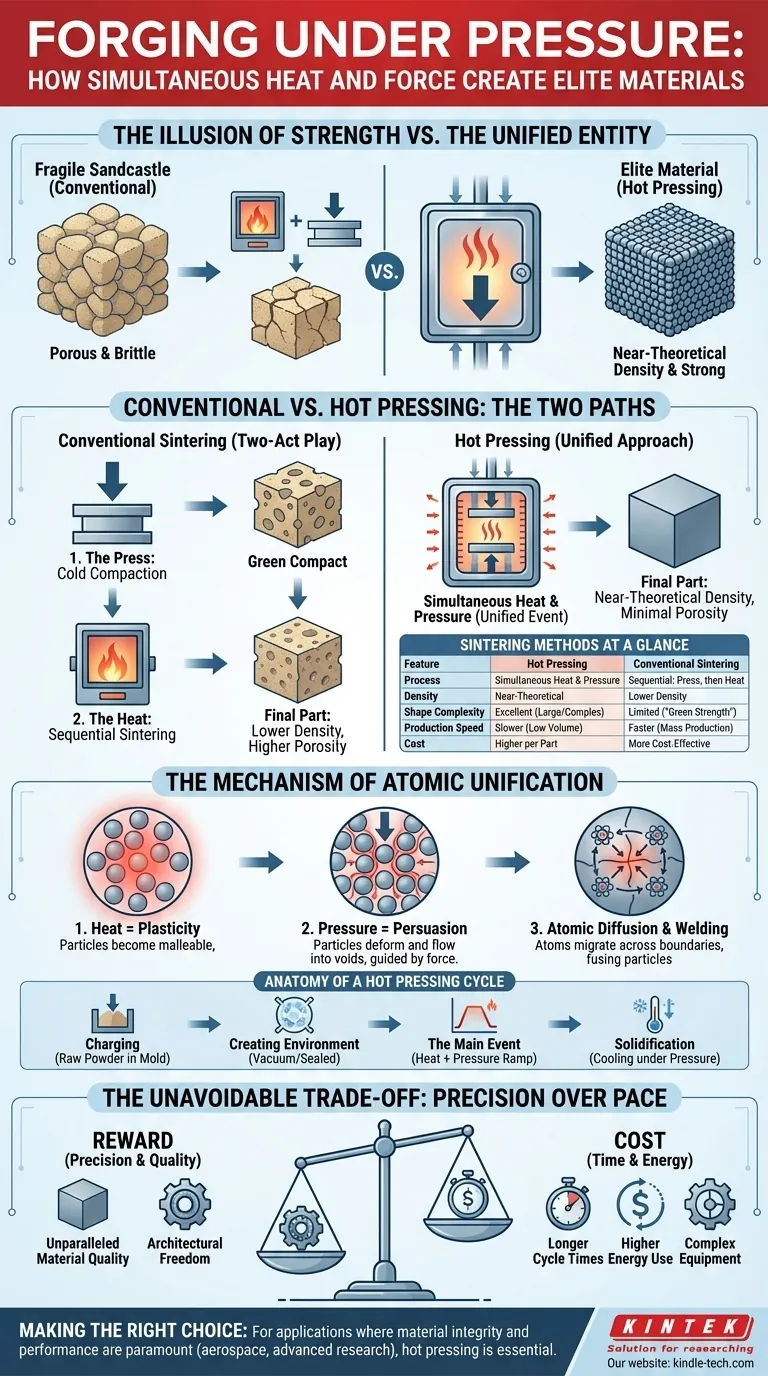
这是粉末冶金的基本挑战。目标不仅仅是创造一个形状;而是要从一堆单独的颗粒中锻造出一个真正统一、致密且强大的新实体。大多数方法通过两个独立的步骤来完成。热压则在一个决定性的、同步的动作中完成。
传统路径:两幕剧
烧结的标准工业流程是一个顺序过程。
- 压制:粉末在室温下被压缩成“生坯”。这部分具有正确的形状,但其结构完整性就像一个紧密堆积的沙堡——易碎且多孔。
- 加热:然后将易碎的生坯小心地移入炉中并加热。高温促使原子迁移到颗粒边界,缓慢地将它们融合在一起。
这种方法快速且经济。但步骤的分离会留下不完美的痕迹。在初始冷压过程中锁定的空隙很难在之后完全消除。材料的最终密度是一种妥协。
热压干预:统一的方法
热压拒绝这种两步妥协。它认为,要真正说服颗粒形成完美的结合,你不能仅仅命令它们;你必须为它们创造理想的环境来实现转变。它在一个统一的事件中结合了压力的成型力与热量的催化能量。
压力下颗粒的心理学
从微观层面思考材料的颗粒。在室温下,它们是僵硬且不合作的。单独施加压力只会将它们挤压在一起,留下间隙并产生应力点。
加热改变了它们的心理。随着温度升高(低于熔点),颗粒变得具有塑性和可塑性。它们现在更容易发生变化。在达到最大可塑性的精确时刻,热压施加巨大的机械压力。
这不是蛮力碰撞。这是一种非常有效的说服。软化的颗粒变形并流入它们之间的空隙,不是因为它们被压碎,而是因为它们被引导到更稳定、能量更低的状态。
原子统一的机制
这种同步作用加速了一个称为原子扩散的过程。热量使原子充满能量,而压力则为它们的移动提供了强大的动力。它们放弃了原始晶粒的边界并迁移,有效地从内到外将颗粒焊接在一起。
结果是孔隙率极低的结构——一种接近材料真实理论密度的固体质量。
热压循环的解剖
概念的优雅与其执行的精确性相匹配,通常在真空炉内进行。
- 步骤 1:装料:将原材料粉末装入模具中,模具通常由石墨制成,能够承受极端条件。
- 步骤 2:创造环境:密封炉并抽真空。去除空气和杂质就像在谈话中消除噪音一样——它确保颗粒能够结合而不受干扰或污染。
- 步骤 3:主要事件:温度和压力协同升高。这是材料被加热到塑性并同时压实到最终密度的关键阶段。
- 步骤 4:固化:在指定的保持时间后,系统冷却。在初始冷却过程中通常会保持压力,以防止零件固化时形成任何内部缺陷。
不可避免的权衡:精度高于速度
热压是一种制造理念,它选择极致的性能而不是大规模生产。选择使用它是一种有意识的权衡。
回报:近乎完美的密度和性能
主要优势是无与伦比的材料质量。通过几乎消除孔隙率,热压生产的部件具有出色的机械强度、硬度、导热性和整体性能。这对于先进陶瓷、高温合金和其他高性能材料来说是不可妥协的。
回报:建筑自由
由于材料在高温和可塑状态下成型,因此通常比冷压所需的压力小。这使得能够制造非常大的部件或具有复杂几何形状的零件,这些零件在其他方法下会开裂或变形。
成本:时间和能源
这种精度是有代价的。循环时间长。设备复杂且昂贵。所需的能源巨大。热压不是用于大批量生产的工具;它是用于制造质量不能妥协的物体的工具。
烧结方法一览
| 特性 | 热压 | 传统烧结 |
|---|---|---|
| 工艺 | 同时加热和加压 | 顺序:先压后加热 |
| 密度 | 接近理论密度,孔隙率极低 | 密度较低,孔隙率较高 |
| 形状复杂度 | 适用于大型/复杂零件 | 受“生坯强度”限制 |
| 生产速度 | 较慢,不适合大批量生产 | 较快,适合大规模生产 |
| 成本 | 单件成本较高 | 更具成本效益 |
做出正确的选择
选择热压意味着您已决定传统方法留下的隐藏空隙代表着不可接受的风险。它适用于材料完整性至关重要的应用——从航空航天部件到先进的研究样品。
对于那些在材料科学领域不断突破界限的研究人员和工程师来说,掌握这一过程至关重要。它不仅需要精确控制温度和压力,还需要对材料的行为有深刻的理解。合适的实验室设备不仅仅是一个工具;它是这一创造过程中的合作伙伴。
KINTEK 专注于提供实现这些卓越成果所需的高级实验室热压炉和耗材。如果您的工作要求尽可能高的密度和性能,我们拥有帮助您成功的技术。 联系我们的专家,探讨适合您应用的解决方案。
图解指南
相关产品
- 手动高温加热液压压机带加热板用于实验室
- 触摸屏自动真空热压机
- 带加热板的自动加热液压压机,用于实验室热压
- 带加热板的自动加热液压压机,用于实验室热压 25T 30T 50T
- 实验室真空箱热压机,带加热板的加热液压机


















