
第一个错误的问题
工程师和研究人员常常从“热压成型的最佳温度和压力是多少?”这个问题开始。
这似乎是合乎逻辑的第一步,但从根本上来说,这是一个错误的问题。这就像问厨师“最佳”烹饪时间,却不提及您要准备的是精致的鱼还是坚韧的肉。
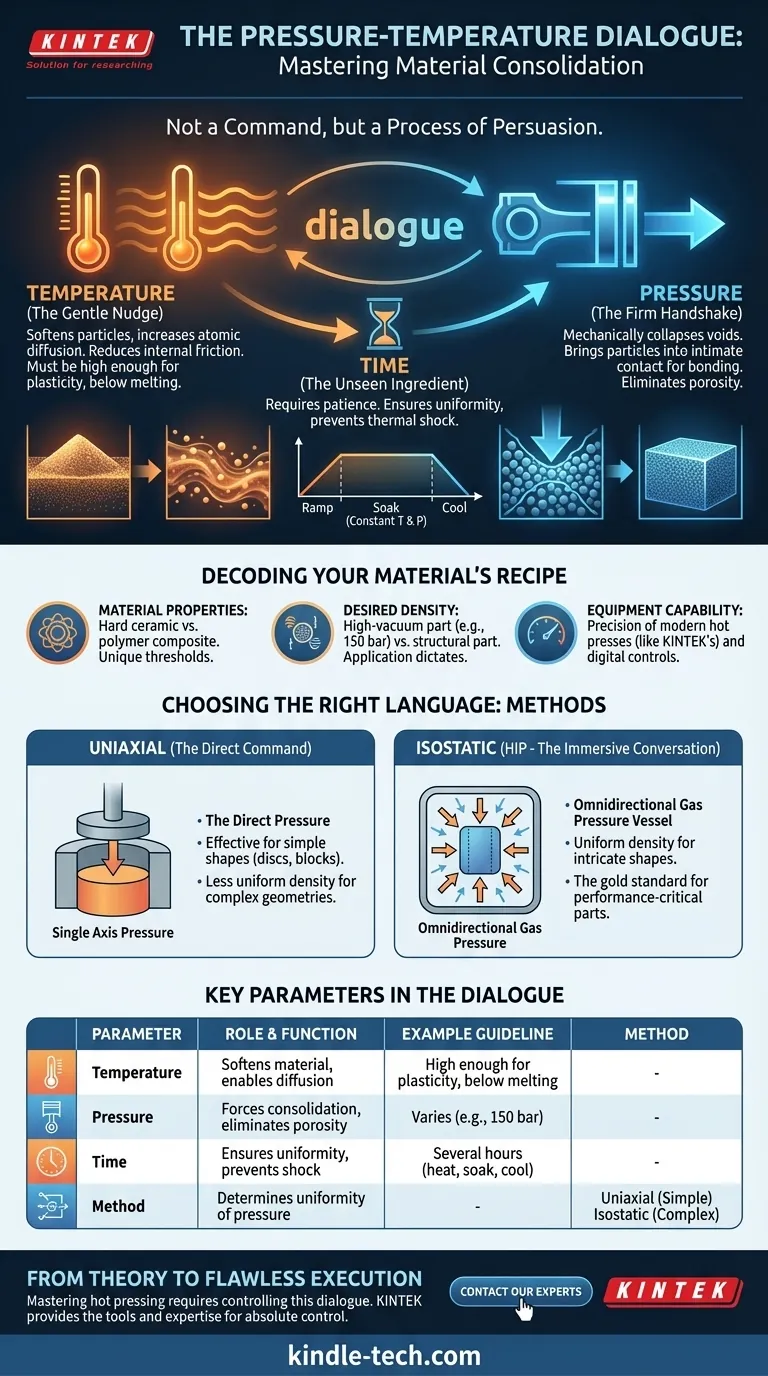
热压成型的真正艺术和科学不在于知道一个普适的数字,而在于理解热量、力与材料独特“个性”之间微妙的对话。这是一个说服过程,而非命令。
说服的物理学
热压成型将粉末固结成致密的固体。要实现这一点,我们需要说服单个颗粒放弃它们的界限,融合形成一个整体结构。这需要仔细施加两种关键的力。
温度:轻柔的推动
热量是使材料易于改变的因素。它的主要作用是软化颗粒,增加原子扩散,降低其变形阻力。
可以将其视为降低材料的内部摩擦。温度必须足够高,使材料变得柔韧,但必须安全地低于其熔点或分解点。超过这个阈值,您就会破坏您试图创造的东西。
压力:坚定的握手
如果说温度打开了门,那么压力就引领颗粒穿过它。它是固结的驱动力,通过机械方式压实颗粒间的空隙和孔隙。
这种力使软化的颗粒紧密接触,使曾经是空白的空间形成牢固的原子键。目标是获得高密度和结构完整性的最终部件,避免因孔隙率造成的内部弱点。
时间:看不见的配料
这个过程绝非瞬间完成。成功的周期需要耐心,通常需要数小时。这包括逐渐升温、保持恒定温度和压力的“保温”期,以及受控的冷却阶段。
仓促进行此过程是灾难的根源。它可能引起热冲击,产生内部应力,并导致最终产品开裂或强度下降。时间确保了说服的均匀性和完整性。
解读您的材料配方
理想的参数取决于您的具体目标和材料的特性。
- 材料特性:坚硬的陶瓷粉末与聚合物复合材料所需的方法截然不同。每种材料都有独特的温度和机械阈值,这决定了操作窗口。
- 期望密度:最终用途决定了所需的固结水平。用于真空系统的部件需要近乎完美的密度(例如,无机复合材料需要 150 bar),而结构件可能可以容忍稍多一些的孔隙率。
- 设备能力:设备的精度决定了可能实现的边界。KINTEK等专业厂商的现代热压机使用先进的加热元件和数字控制,确保您向机器发出的指令能够被材料真正接收。
选择正确的语言:单轴与等静压
施加压力的方式会改变与材料对话的性质。
单轴:直接命令
传统的*热压成型*是*单轴*的。压力沿单个轴施加,就像气缸中的活塞一样。这对于圆盘、块体或圆柱体等简单形状非常有效。然而,对于复杂的几何形状,它可能导致密度不均匀。
热等静压 (HIP):沉浸式对话
热等静压 (HIP) 是一种更复杂的技术。部件在容器中加热,并同时受到来自所有方向的高压惰性气体的作用。这种*等静压*确保每个表面、角落和内部特征都承受完全相同的力。
其结果是密度极其均匀,即使是最复杂的形状——这是性能关键部件的黄金标准。
总结:对话中的关键参数
| 参数 | 作用与功能 | 示例指南 |
|---|---|---|
| 温度 | 软化材料,促进原子扩散 | 足够高以实现塑性,低于熔点 |
| 压力 | 强制固结,消除孔隙 | 因材料和密度目标而异(例如,150 bar) |
| 时间 | 确保均匀性,防止热冲击 | 数小时,包括加热、保温和冷却 |
| 方法 | 决定压力施加的均匀性 | 单轴适用于简单形状,等静压 (HIP) 适用于复杂形状 |
从理论到完美执行
掌握热压成型就是控制您的设备与材料之间的对话,以实现特定结果。这个过程是一个平衡的艺术,而合适的实验室设备提供了成功所需的控制和精度。在 KINTEK,我们提供实现这种关键对话的工具。
无论您是开发先进复合材料、陶瓷还是合金,实现完美的密度和微观结构都始于对过程和设备的深刻理解,这些设备能让您完全控制它。让我们将您的材料目标转化为成功的过程。 联系我们的专家
图解指南
相关产品
- 带加热板的自动加热液压压机,用于实验室热压 25T 30T 50T
- 手动高温加热液压压机带加热板用于实验室
- 触摸屏自动真空热压机
- 真空热压炉加热真空压机
- 30T 40T 分体式自动加热液压压机带加热板用于实验室热压


















