是的,你可以在真空中进行钎焊。 这种工艺被称为真空钎焊,是在密封炉内进行的高度受控的方法。通过去除氧气和其他反应性气体,真空环境可以防止氧化,并使填充金属在无需化学助焊剂的情况下形成极其牢固和干净的结合。
真空在钎焊中的基本作用是创造一个超纯净的环境。通过去除大气层而不是简单地替代它,你就消除了氧化的根本原因,从而可以在关键部件上实现卓越的冶金结合。
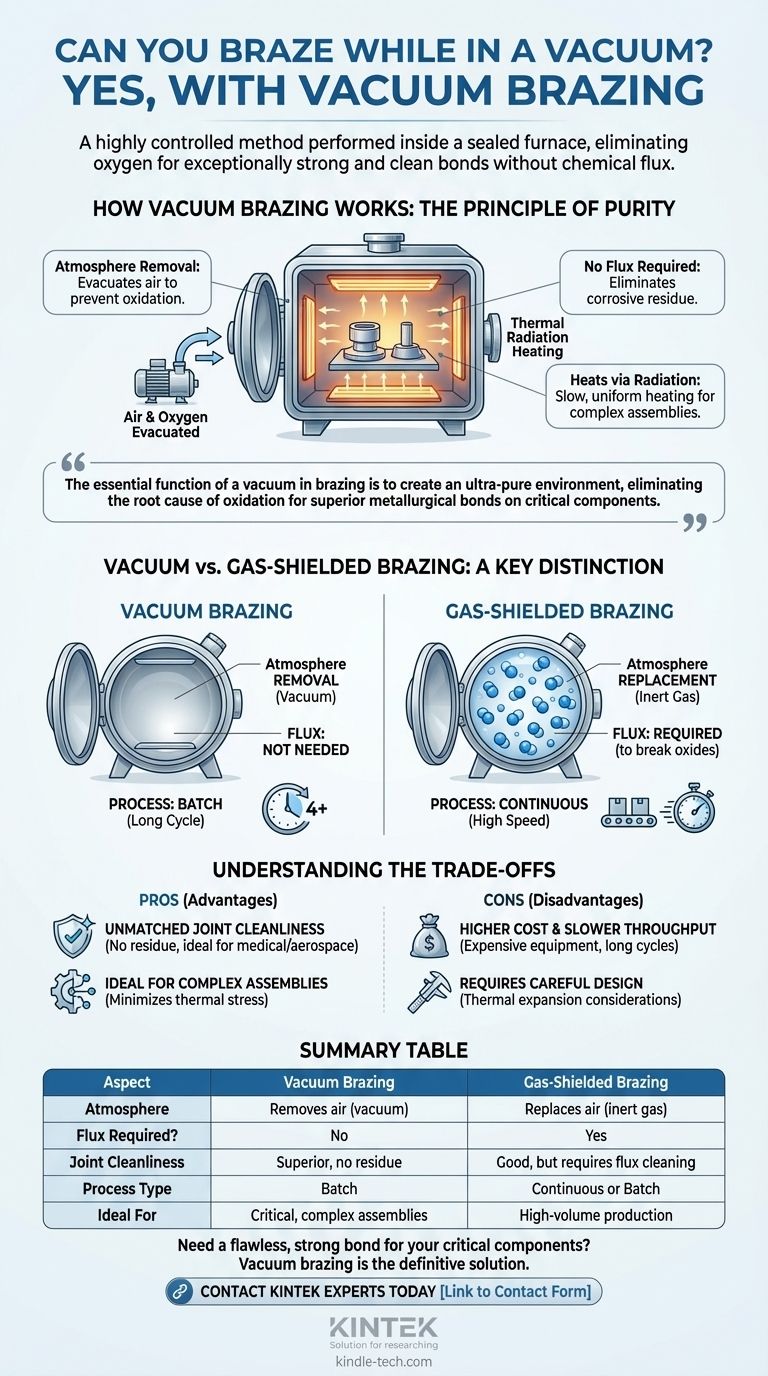
真空钎焊的工作原理:纯净的原则
真空钎焊与依赖助焊剂或保护气体的传统方法有着根本的不同。它通过在分子水平上控制环境来实现卓越的结果。
消除问题:大气层
真空的主要目的是抽出炉膛内几乎所有的空气和水蒸气。氧气是加热金属表面氧化的主要驱动因素,这会阻止钎料填充金属正确润湿母材并与之结合。真空通过物理去除氧气来解决这个问题。
无助焊剂的环境
由于真空防止了氧化物的形成,因此不需要化学助焊剂。在某些填充合金中,会包含少量镁。这种镁充当“吸气剂”,在过程中蒸发,与任何残留的氧分子结合,进一步净化接头。
通过辐射加热
在真空中,没有空气通过对流传热。因此,加热完全是通过热辐射完成的。炉子的加热元件发光,辐射能量被部件吸收。这种方法可以实现缓慢、均匀的加热,这对于复杂的组件至关重要。

真空钎焊与气体保护钎焊:关键区别
要了解真空钎焊的价值,将其与更常见的替代方案——气体保护气氛钎焊进行比较是很有帮助的。
气氛:去除与替代
真空钎焊去除了气氛。另一方面,气体保护钎焊则替代了气氛,通常是通过用氮气等惰性气体吹扫炉子来取代氧气。虽然有效,但它无法达到深真空所能达到的纯净度。
助焊剂的困境:不需要与需要
这是最显著的操作区别。真空钎焊的洁净环境使得助焊剂成为不必要的。即使有氮气保护,气体保护钎焊仍然需要使用助焊剂来分解顽固的表面氧化物(如氧化铝 Al₂O₃)。
工艺:批次与连续
真空钎焊是批次工艺。装入零件,密封炉子,抽真空,然后加热/冷却循环运行数小时。相比之下,气体保护钎焊可以是一个连续过程,零件以更快的速度(例如 350 毫米/分钟)在传送带上通过炉子。
了解真空钎焊的权衡
与任何专业工艺一样,真空钎焊具有明显的优点和缺点,使其适用于某些应用,而不适用于其他应用。
优点:无与伦比的接头清洁度
没有助焊剂意味着钎焊后没有需要清除的腐蚀性残留物。这使得接头异常干净,这是医疗植入物、航空航天部件和敏感电子设备的必要条件。
优点:复杂组件的理想选择
缓慢、高度受控的加热和冷却循环最大限度地减少了部件的热应力。这使得真空钎焊非常适合连接复杂的形状或具有不同热膨胀率的异种金属,从而防止变形和开裂。
缺点:成本更高,吞吐量更慢
真空炉是昂贵的资本设备,较长的循环时间(通常每个批次 4 小时以上)使得该工艺比连续气氛钎焊本质上更慢、成本更高。它不适用于大批量、低成本的制造。
缺点:需要仔细设计
由于零件在真空中缓慢加热,异种金属之间的热膨胀差异必须仔细计算。室温下的初始接头间隙必须设计成在目标钎焊温度下实现完美的间隙。
为您的应用做出正确的选择
选择正确的钎焊方法完全取决于您项目的技术要求和商业目标。
- 如果您的主要重点是关键部件的最大接头完整性和清洁度: 由于其无助焊剂的工艺和卓越的结合质量,真空钎焊是更优的选择。
- 如果您的主要重点是大批量生产和成本效益: 气体保护气氛钎焊通常是更实用和经济的解决方案。
了解气氛的基本作用——是去除还是替代——是根据您的特定工程目标选择正确钎焊工艺的关键。
摘要表:
| 方面 | 真空钎焊 | 气体保护钎焊 |
|---|---|---|
| 气氛 | 去除空气(真空) | 用惰性气体替代空气 |
| 需要助焊剂吗? | 否 | 是 |
| 接头清洁度 | 卓越,无残留物 | 良好,但需要助焊剂清洗 |
| 工艺类型 | 批次 | 连续或批次 |
| 最适合 | 关键的、复杂的组件 | 大批量生产 |
需要为您的关键部件提供完美、牢固的连接吗?
真空钎焊是航空航天、医疗和电子等领域中,接头完整性和清洁度至关重要的应用的明确解决方案。KINTEK 专注于先进的热处理解决方案,包括专为精度和可靠性设计的真空钎焊系统。
我们的专业知识可确保您的实验室或生产设施拥有正确的设备,以实现卓越的冶金结合,而无需妥协。
立即联系我们的专家,讨论真空钎焊如何解决您特定的金属连接挑战。
图解指南