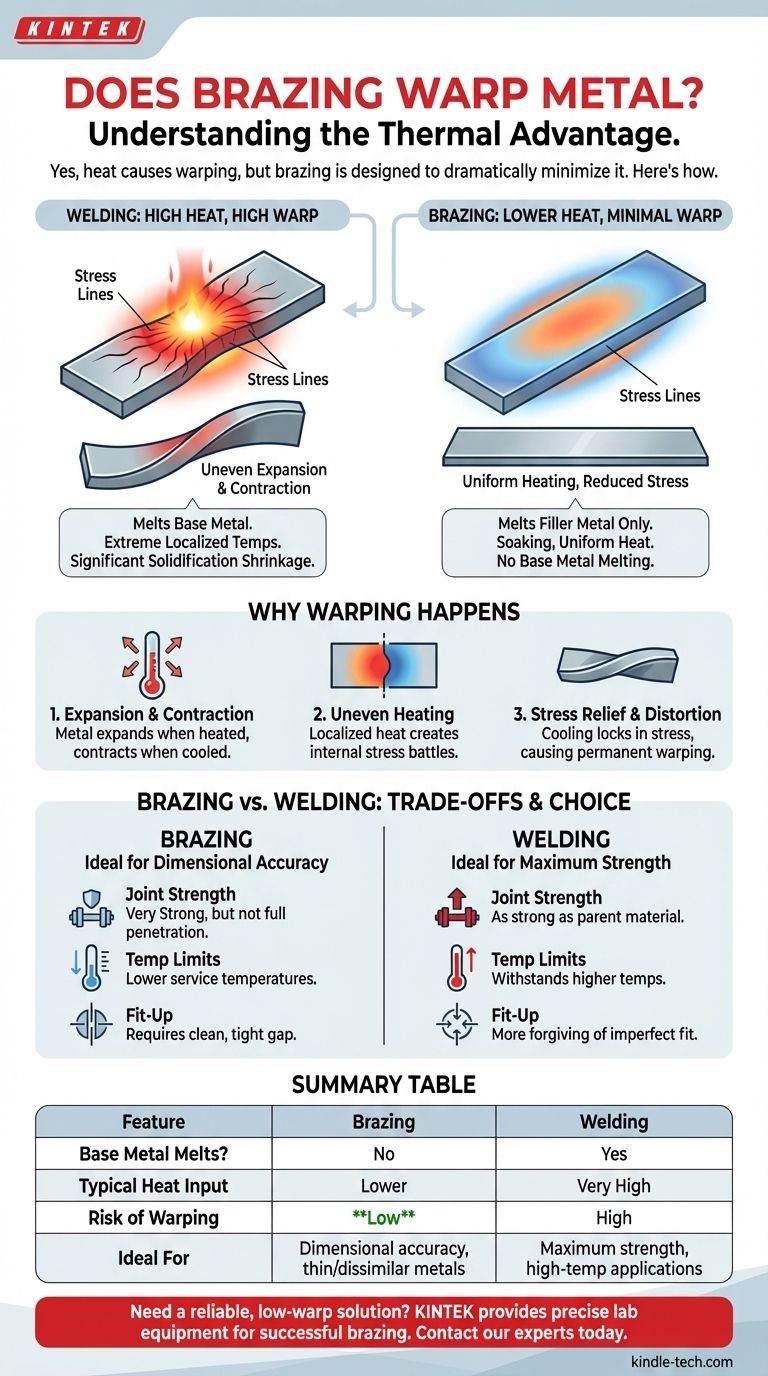
是的,任何涉及热量的过程都可能导致金属变形,但钎焊经过专门设计和选择,可显著最大限度地减少这种影响。与焊接不同,钎焊将金属加热到低得多的温度,并且不会使其熔化,这是它在尺寸精度至关重要的应用中受到青睐的主要原因。
钎焊比焊接引起变形显著减少的核心原因是温度。通过在母材熔点以下操作,钎焊引入的热应力要少得多,这使其成为保持组件原始形状和对齐的卓越方法。
为什么热量会导致变形:热应力原理
了解变形发生的原因是预防它的关键。整个问题归结为金属在加热和冷却时的行为方式。
膨胀和收缩
当您加热一块金属时,它会膨胀。当它冷却时,它会收缩回原来的尺寸。这种物理特性是不可避免的。
不均匀加热的问题
变形不仅仅是由于膨胀而发生的。它发生的原因是不均匀的膨胀和收缩。
如果您强烈加热金属板的一部分,而其余部分保持凉爽,则热区会尝试膨胀,但受到周围冷硬金属的限制。这种“对抗”会产生巨大的内应力。
应力释放和变形
当受热金属最终冷却并收缩时,这些被锁定的应力必须得到释放。金属通过自身拉伸和扭曲成新的、变形的形状来释放这种应力。这种永久性的形状变化就是我们所说的变形。

钎焊如何减轻变形
钎焊在根本上与焊接不同,它直接对抗变形的根本原因。
关键的温差
这是最重要的因素。焊接会熔化母材,需要极高的局部温度(通常比熔点高出数千度)。
钎焊通过熔化填充金属来实现,填充金属在低得多的温度下流入母材之间——始终低于待连接零件的熔点。更少的热量输入意味着更少的膨胀,从而意味着更少的内应力。
浸泡式加热与局部加热
许多焊接工艺,如TIG或MIG,会引入一个非常强烈、集中的热点。这会在焊缝区和周围金属之间产生严重的温度梯度,这是导致变形的完美条件。
钎焊,特别是使用焊枪或在炉中进行时,通常涉及更温和、更均匀地加热更宽的区域。将整个接头区域一起加热到指定温度,可以使零件作为一个整体进行膨胀和收缩,从而减少应力。
不熔化,无凝固收缩
当焊池从液态冷却到固态时,会发生显著收缩。这种凝固收缩增加了另一种强大的收缩力,拉扯周围的金属。
由于钎焊从不熔化母材,它完全避免了这种类型的收缩,消除了变形的主要来源。
了解权衡
选择钎焊以避免变形是一个很好的策略,但您必须了解与焊接相比的权衡。
接头强度
正确执行的焊接会使母材熔合,形成一个可以与原始材料一样坚固或更坚固的接头。
钎焊接头的强度由填充金属的剪切强度和接头设计决定。虽然非常坚固,但在结构性承重应用中,它通常不如全熔透焊缝坚固。
温度限制
钎焊接头不能在工作温度接近填充合金熔点的环境中使用。接头会简单地散开。焊接接头通常可以承受更高的温度。
对清洁度和配合度的要求
钎焊依赖于毛细作用将熔融填充金属吸入零件之间的紧密间隙中。这种作用只有在表面异常清洁且零件之间的间隙(间隙)小而一致的情况下才能发挥作用。焊接通常对不完美的配合度更具容忍度。
为您的项目做出正确选择
使用您的主要目标来指导您在钎焊和焊接之间做出决定。
- 如果您的主要重点是保持尺寸精度,尤其是在复杂的框架或组件上: 钎焊是最大限度减少变形风险的绝佳选择。
- 如果您的主要重点是连接薄或精密的材料,而这些材料会被高温焊接损坏: 钎焊通常是更优越,有时是唯一可行的方法。
- 如果您的主要重点是重型结构载荷的最大接头强度: 正确设计和执行的焊接通常是更坚固、更传统的选择。
- 如果您的主要重点是连接异种金属(如铜与钢): 钎焊是最有效和最广泛使用的方法之一,因为焊接这些材料通常是不可能的。
通过了解所涉及的热学原理,您可以自信地选择和控制钎焊工艺,以实现坚固、精确且变形最小的接头。
总结表:
| 特点 | 钎焊 | 焊接 |
|---|---|---|
| 母材熔化? | 否 | 是 |
| 典型热量输入 | 较低 | 非常高 |
| 变形风险 | 低 | 高 |
| 理想用途 | 尺寸精度,薄/异种金属 | 最大强度,高温应用 |
需要一个可靠、低变形的金属连接解决方案来完成您的项目吗? KINTEK 专注于提供成功钎焊过程所需的精密实验室设备和耗材。我们的专业知识确保您每次都能获得坚固、尺寸精确的接头。立即联系我们的专家,为您的实验室需求找到完美的解决方案。
图解指南