是的,毋庸置疑。 渗碳是一种冶金热处理工艺,专门设计用于提高低碳钢的表面硬度。它通过将碳扩散到表面来实现这一点,使得该层在淬火后形成极硬、耐磨的结构,这是仅靠原始低碳基体材料无法实现的。
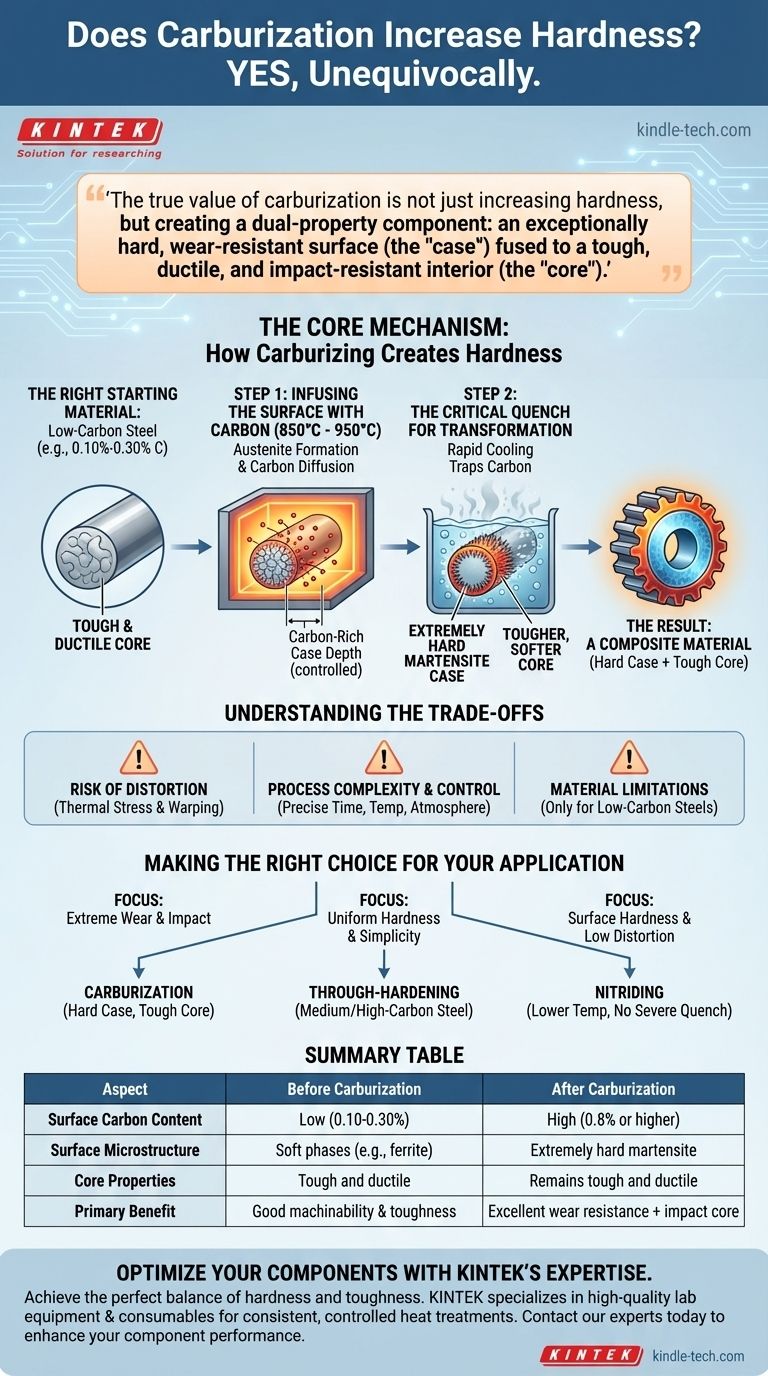
渗碳的真正价值不仅仅是提高硬度,而是创造出具有双重性能的部件:一个极硬、耐磨的表面(“渗层”)熔合到一个坚韧、有韧性、抗冲击的内部(“心部”)。
核心机理:渗碳如何产生硬度
要理解为什么渗碳如此有效,您必须将其视为一个多阶段的转变过程,而不仅仅是一个单一的步骤。它从根本上改变了钢表面的化学成分和微观结构。
合适的起始材料:低碳钢
渗碳适用于含碳量低的钢材,通常在 0.10% 至 0.30% 碳之间(例如 1018 或 8620 钢)。
这些材料本质上坚韧且易于加工,但仅通过简单的加热和淬火无法显著硬化。它们缺乏形成硬质马氏体微观结构所需的碳。
第 1 步:向表面注入碳
该过程始于将钢制部件置于受控的富碳环境中,温度通常在 850°C 至 950°C (1560°F 至 1740°F) 之间。
在此温度下,钢的晶体结构转变为奥氏体,奥氏体对碳具有高溶解度。周围环境(气体、液体或固体化合物)中的碳原子扩散到零件表面。
这个富碳层的深度,称为渗碳层深度,由处理的温度和持续时间精确控制。
第 2 步:用于转变的关键淬火
在表面吸收了足够的碳(通常达到 0.8% 或更高)后,零件被快速冷却,或在油、水或聚合物等介质中淬火。
这种快速冷却会捕获碳原子,并迫使表面的高碳奥氏体转变为马氏体,这是一种极硬、耐脆且耐磨的微观结构。然而,低碳心部没有足够的碳形成马氏体,而是转变为更柔软、更有韧性的微观结构。
结果:复合材料
最终渗碳的部件本质上是一种复合材料。它具有能够抵抗磨损的硬质表层,以及能够吸收冲击而不会断裂的柔软、坚韧的心部。这种组合非常适合齿轮、轴承和凸轮轴等部件。

了解渗碳的权衡
尽管渗碳非常有效,但它并非没有挑战和局限性。清楚地了解这些权衡对于成功应用至关重要。
变形风险
该过程中涉及的高温和剧烈的淬火引入了显著的热应力。这可能导致零件翘曲、扭曲或尺寸变化,可能需要昂贵的二次操作,例如精磨,以达到严格的公差。
工艺复杂性和控制
要获得一致且正确的渗层深度、碳梯度和最终硬度,需要精确控制时间、温度和气氛成分。它比通过硬化等更简单的方法更复杂、更耗时。
材料限制
该工艺仅对低碳钢有效。将其应用于中碳或高碳钢是多余且不必要的,因为这些材料已经可以通过更简单的淬火和回火循环进行硬化。
为您的应用做出正确的选择
选择正确的硬化工艺完全取决于部件的操作要求。
- 如果您的主要关注点是极端的表面耐磨性与高抗冲击性相结合: 渗碳是制造具有坚韧、有韧性心部的硬表层的理想选择。
- 如果您的主要关注点是整个部件的均匀硬度以及工艺的简易性: 选择中碳或高碳合金钢并进行标准的通过硬化(淬火和回火)处理。
- 如果您的主要关注点是表面硬度且零件变形最小: 考虑低温表面处理,如氮化,它通过引入氮来产生硬度,而无需剧烈的淬火。
通过将处理工艺与工程需求相匹配,您可以确保部件实现最佳性能和可靠性。
总结表:
| 方面 | 渗碳前 | 渗碳后 |
|---|---|---|
| 表面碳含量 | 低 (0.10-0.30%) | 高 (0.8% 或更高) |
| 表面微观结构 | 软相(例如铁素体) | 极硬的马氏体 |
| 心部性能 | 坚韧且有韧性 | 保持坚韧且有韧性 |
| 主要优点 | 良好的加工性和韧性 | 出色的表面耐磨性,带有吸震心部 |
利用 KINTEK 的专业知识优化您的部件
您的应用是否要求在坚硬、耐磨的表面和坚韧、抗冲击的心部之间达到完美的平衡?渗碳工艺是一门精确的科学,要获得最佳效果,需要正确的设备和耗材。
KINTEK 专注于为冶金工艺提供高质量的实验室设备和耗材。我们帮助服务于汽车、航空航天和重型设备行业的实验室和制造商确保其热处理过程一致、受控且有效。
让我们帮助您提高部件性能。立即联系我们的专家,讨论您的具体需求,了解 KINTEK 解决方案如何为您的硬化过程带来可靠性和精度。
图解指南