简而言之,磁场通过在其内部感应强大的电流来加热金属。 这个过程需要一个快速变化或交变的磁场,而不是一个静态磁场。金属的天然电阻会抵抗这些感应电流,通过一个与电子电路中的电阻器发热过程相同的过程产生巨大的热量。
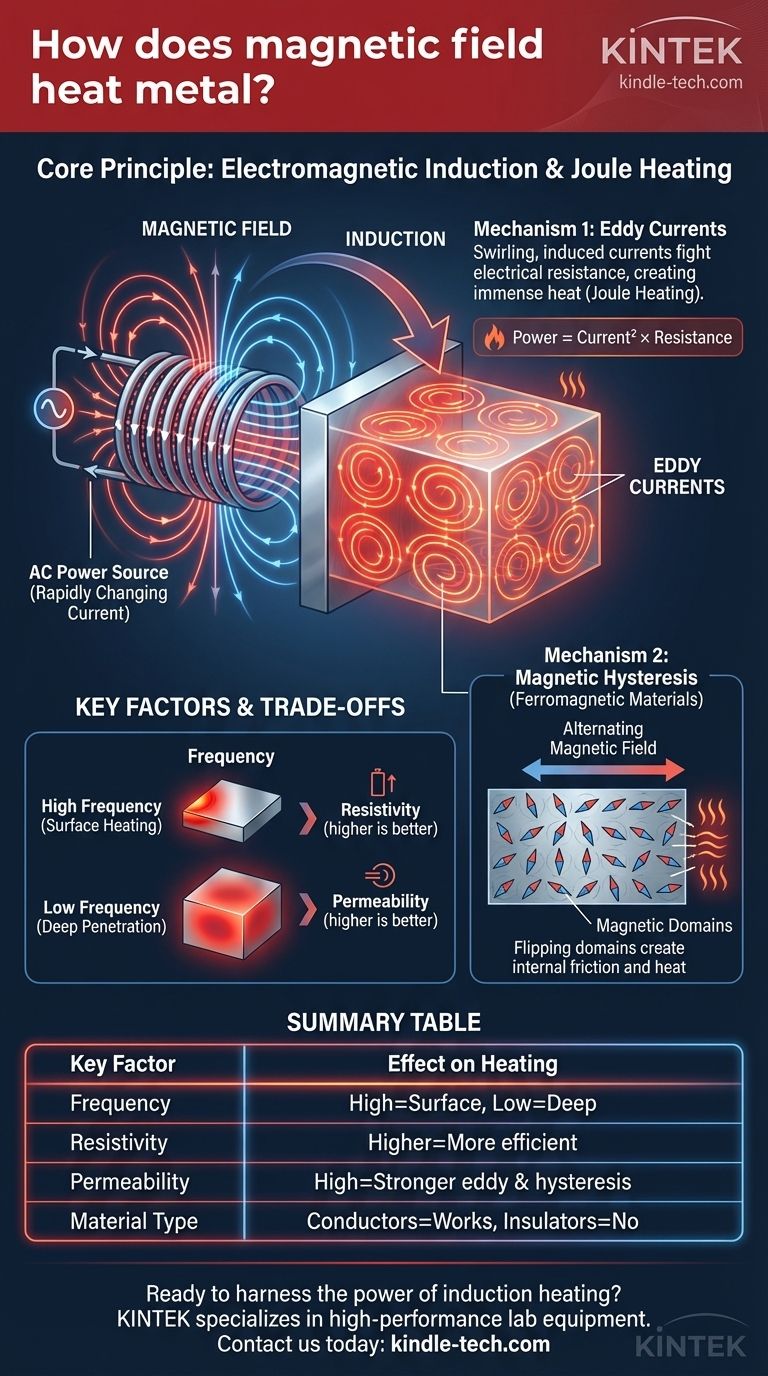
核心原理是电磁感应。交变磁场在金属内部产生圆形电流——称为涡流。金属固有的电阻将这种电能转化为热能,这种现象被称为焦耳热。
核心原理:法拉第电磁感应定律
一个静止的磁铁放在一块金属旁边不会产生任何作用。当磁场随时间变化时,奇迹就发生了,这是法拉第电磁感应定律所描述的一个基本概念。
变化的磁场产生电流
法拉第定律指出,变化的磁场会产生电场。在像金属这样的导电材料中,充满了自由流动的电子,这种感应电场会迫使电子移动,从而产生电流。
为了在实践中实现这一点,我们使用由交流电(AC)供电的电磁铁。通过快速切换电流方向——通常每秒数千或数百万次——我们产生了一个强大且不断变化的磁场。
机制1:涡流(主要效应)
这种加热的主要机制是涡流的产生。这些是感应电流的闭合回路,在金属内部旋转,垂直于磁场方向。
你可以将它们想象成河流中水流过一块大石头时形成的漩涡。变化的磁场是“水流”,涡流是它在金属内部产生的“电流漩涡”。
电阻的力量(焦耳热)
这些强大的电流不会免费流动。金属具有固有的电阻。当涡流在抵抗这种电阻时循环时,能量以热量的形式损失。
这被称为焦耳热,由公式功率 = 电流² × 电阻描述。由于感应电流可以非常大,它们会非常迅速地产生大量的热量。这是铝、铜和黄铜等非磁性金属的主要加热效应。
机制2:磁滞(适用于铁和钢)
对于铁、镍和许多类型的钢等铁磁性材料,第二种加热机制有助于产生这种效应:磁滞。
磁畴翻转
铁磁性材料由微观区域组成,称为磁畴,它们的作用就像微小的永磁体。当没有外部磁场时,这些磁畴是随机排列的。
当施加外部交变磁场时,它会迫使这些磁畴快速地与磁场不断变化的方向对齐和重新对齐。
通过内摩擦加热
这种磁畴的持续高速翻转并非完全高效。它在材料的晶体结构内产生一种内摩擦,从而产生热量。
一个常见的类比是来回弯曲回形针。弯曲处的金属由于内部应力和摩擦而变热。磁滞加热是微观尺度上类似的过程。这种效应在较低频率下最为显著,并且随着金属加热超过其居里温度(即其失去磁性的点)而减弱。
理解关键因素
感应加热的有效性取决于几个因素,这在其应用中产生了重要的权衡。
频率的作用
交流电的频率至关重要。高频产生的涡流集中在金属表面附近。这种现象被称为趋肤效应,非常适合钢件表面硬化等应用。
相反,低频会更深入地穿透金属,从而实现对较大物体的均匀、穿透式加热。这用于锻造或熔化大型金属坯料等过程。
材料特性很重要
材料的电电阻率和磁导磁率是关键。电阻率较高的材料(如钢)通过涡流加热的效率高于电阻率非常低的材料(如铜)。
高磁导磁率(存在于铁中)会集中磁场,从而产生更强的涡流和磁滞加热的额外好处,使铁磁性材料加热效果特别好。
为什么有些材料不加热
感应加热不适用于玻璃、塑料或陶瓷等非导电材料,因为它们缺乏形成涡流所需的自由电子。这就是为什么感应炉的玻璃表面保持凉爽,而上面的铁锅却会变热的原因。
将此应用于您的目标
正确的方法完全取决于您想要实现的目标。
- 如果您的主要重点是钢齿轮的表面硬化: 使用非常高的频率将热量集中在表面层,保持核心坚固和韧性。
- 如果您的主要重点是熔化一块铝: 使用更低的频率,以确保磁场深入渗透到材料中,实现均匀、彻底的熔化。
- 如果您的主要重点是使用感应炉烹饪: 该系统使用优化频率来加热铁磁性炊具(铁、钢),同时利用涡流和磁滞,并保持安全和触感凉爽。
最终,感应加热有力地证明了如何利用物理学的基本定律来实现精确高效的热控制。
总结表:
| 关键因素 | 对加热的影响 |
|---|---|
| 频率 | 高频 = 表面加热;低频 = 深度加热 |
| 材料电阻率 | 电阻率越高(例如钢)= 加热效率越高 |
| 磁导率 | 磁导率越高(例如铁)= 涡流和磁滞加热越强 |
| 材料类型 | 适用于导体(金属);不适用于绝缘体(塑料、玻璃) |
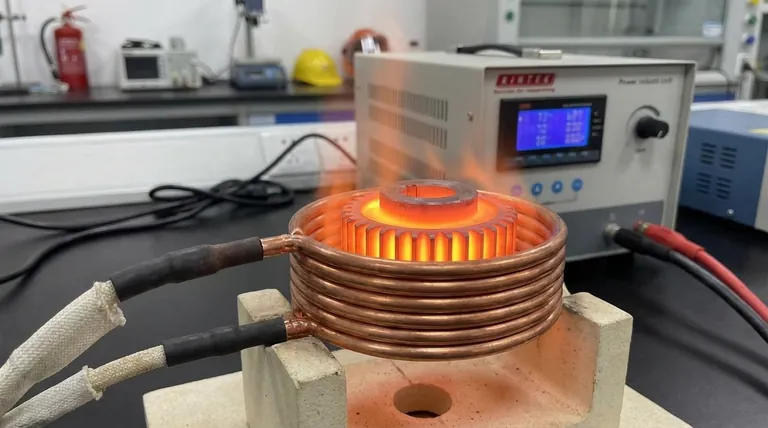
准备好在您的实验室中利用感应加热的强大功能了吗?
KINTEK 专注于高性能实验室设备,包括专为研究和工业应用中的精确热控制而设计的感应加热系统。无论您需要表面硬化、熔化还是专业加热,我们的解决方案都能提供效率、安全性和可重复性。
立即联系 KINTEK 讨论您的具体需求,并了解我们在实验室设备方面的专业知识如何提升您的流程和结果。
图解指南