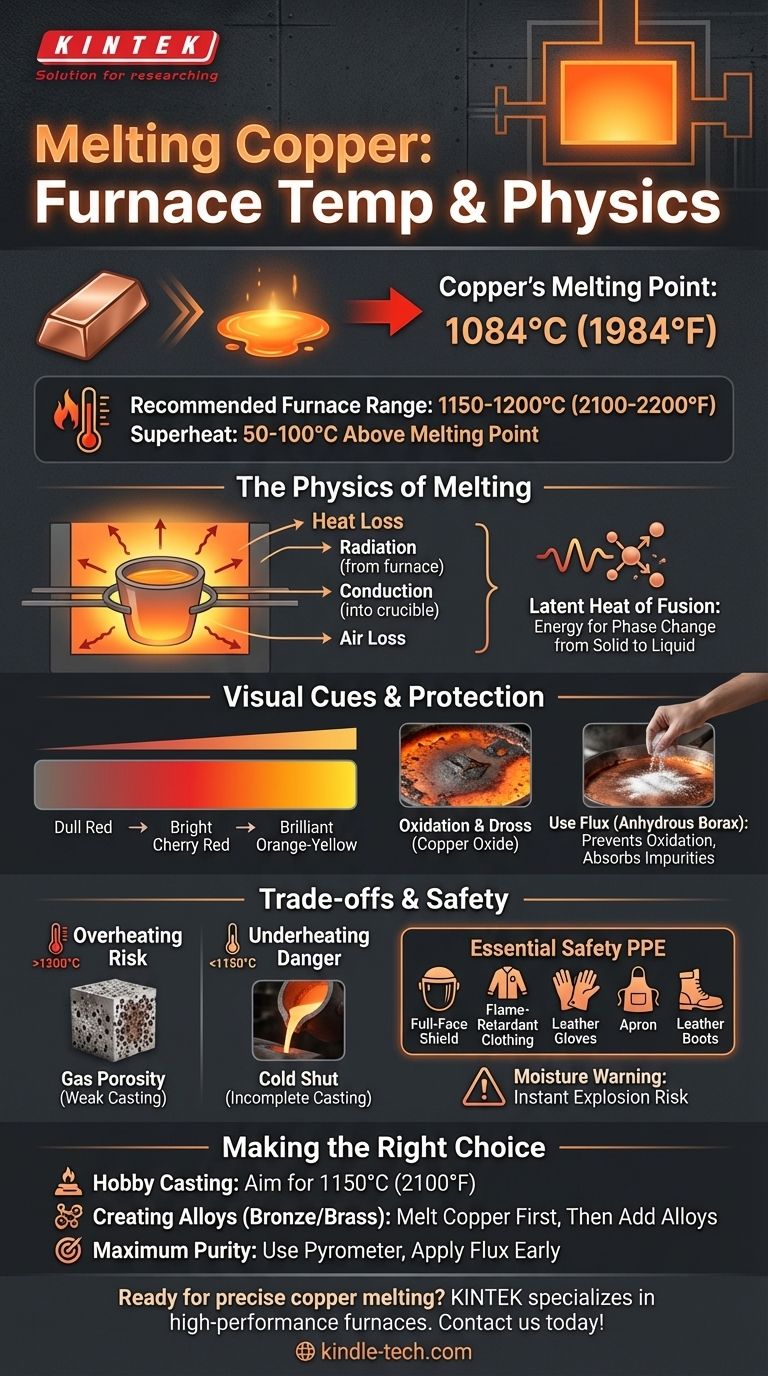
要熔化铜,您必须将其加热到其精确的熔点 1084°C (1984°F)。然而,要实现成功的熔化和浇铸,您的熔炉必须能够达到并维持远高于此的温度,通常在 1150-1200°C (2100-2200°F) 左右,以弥补热量损失并确保金属完全液化。
核心挑战不仅是达到特定的温度,而是有效管理热量。虽然铜在固定的点熔化,但成功铸造它需要一个更热的熔炉来克服对坩埚和空气的热量损失,确保金属保持足够的流动性以完成浇铸。
熔化铜的物理学
要有效熔化金属,您需要了解这不仅仅是达到一个目标数字那么简单。您正在与热力学定律作斗争,这些定律决定了您的热能去向。
特定的熔点
1084°C (1984°F) 是纯铜的物理常数。在该温度下,固态金属的晶体结构会分解,并开始转变为液态。
潜热的作用
仅仅达到 1084°C 是不够的。您必须继续施加大量的能量,即熔化潜热,才能完成从固态到液态的相变。这就是为什么一堆铜在达到熔点时会“停滞”不前,直到它完全液化。
为什么您的熔炉必须更热
熔炉的热量在不断散失。它从熔炉主体辐射出去,传导到容纳铜的坩埚中,并散失到周围的空气中。为了抵消这种持续的热量损失并提供必要的潜热,您的熔炉必须在远高于铜熔点的温度下运行。
一个很好的经验法则是将您的熔炉设置运行温度至少比金属熔点高 50-100°C (约 100-200°F)。这种“过热”确保铜有效熔化并保持足够的热量以成功浇铸。

从固态到液态:预期会发生什么
观察过程是理解金属状态的关键。温度读数至关重要,但视觉线索讲述了故事的重要组成部分。
熔化的视觉线索
随着铜的加热,它会开始发光,从暗红色变为明亮的樱桃红色,最终在接近并超过其熔点时变为明亮的橙黄色。固体块会坍塌,失去锋利的边缘,最终塌缩成一滩闪闪发光的液体。
氧化物和浮渣的问题
熔融铜与空气中的氧气反应性很强。这种反应会在表面形成一层深色的、结壳状的氧化铜,称为浮渣。如果混入您的浇铸物中,浮渣会在最终铸件中造成薄弱、多孔的斑点。
使用助熔剂保护熔体
为防止氧化,您应该使用助熔剂,例如无水硼砂。在铜开始熔化时向其撒上少量助熔剂,会形成一层熔融的玻璃状屏障。这一层保护了液态金属免受空气影响,防止形成浮渣,并吸收杂质。
理解权衡和安全
在这些温度下操作熔炉涉及平衡风险。过热和欠热都会产生明显的问题,安全始终是最高优先级。
过热的风险
过高的温度(远高于 1200°C / 2200°F)是有害的。它会增加溶解在熔融铜中的气体(如氢气和氧气)的量。当金属冷却时,这些气体将从溶液中逸出,形成微小的气泡,导致铸件薄弱、多孔——这种缺陷称为气孔。
欠热的危险
未能充分过热铜是初学者常见的错误。如果金属的温度太接近其熔点,它在从坩埚转移到模具的过程中可能会开始凝固。这会导致“冷隔”或不完全铸件,即金属在充满整个模腔之前就冻结了。
基本安全预防措施
操作熔融金属极其危险。不可协商的个人防护装备 (PPE) 包括全面罩(不只是护目镜)、阻燃衣物、皮手套、围裙和皮靴。任何水分——哪怕是一滴汗水——接触到熔融金属都会瞬间汽化,导致液态金属发生剧烈爆炸。
根据您的目标做出正确的选择
您的目标温度取决于您打算用熔融铜做什么。根据您的具体目标调整您的方法。
- 如果您的主要重点是小规模的爱好铸造: 目标浇铸温度约为 1150°C (2100°F)。这提供了足够的流动性来捕捉模具中的细节,同时又不过度增加气体孔隙的风险。
- 如果您的主要重点是制造青铜或黄铜等合金: 首先将铜完全熔化。只有这样,您才能加入熔点较低的金属,如锡或锌,以防止它们在铜液化之前蒸发和烧掉。
- 如果您的主要重点是最大程度的纯度和控制: 使用高温计精确测量金属的温度,而不仅仅是炉内空气的温度。一旦金属液化,立即涂上一层薄薄的助熔剂以最大限度地减少氧化。
掌握这个过程在于理解材料的特性,而不仅仅是记住一个数字。
摘要表:
| 关键温度 | 目的 |
|---|---|
| 1084°C (1984°F) | 铜的熔点 |
| 1150-1200°C (2100-2200°F) | 推荐的熔炉工作范围 |
| 比熔点高 50-100°C | 用于高效浇铸的过热量 |
准备好实现精确、安全、高效的铜熔化了吗? KINTEK 专注于专为冶金和铸造应用设计的高性能实验室熔炉和耗材。我们的设备确保精确的温度控制和耐用性,帮助您避免气孔和冷隔等缺陷。立即联系我们的专家,找到适合您实验室需求的完美熔炉!
图解指南