热处理循环的持续时间不是一个固定的数字;它范围很广,从小型、简单零件的不到一小时,到大型、复杂部件的几天。最终时间由精确的工艺配方决定,该配方涉及材料类型、部件的质量和厚度,以及您需要实现的特定机械性能。
热处理的总时间与其说取决于炉子能加热多快,不如说取决于浸泡——这是使零件最厚部分实现完全和均匀内部转变所必需的关键保持期。
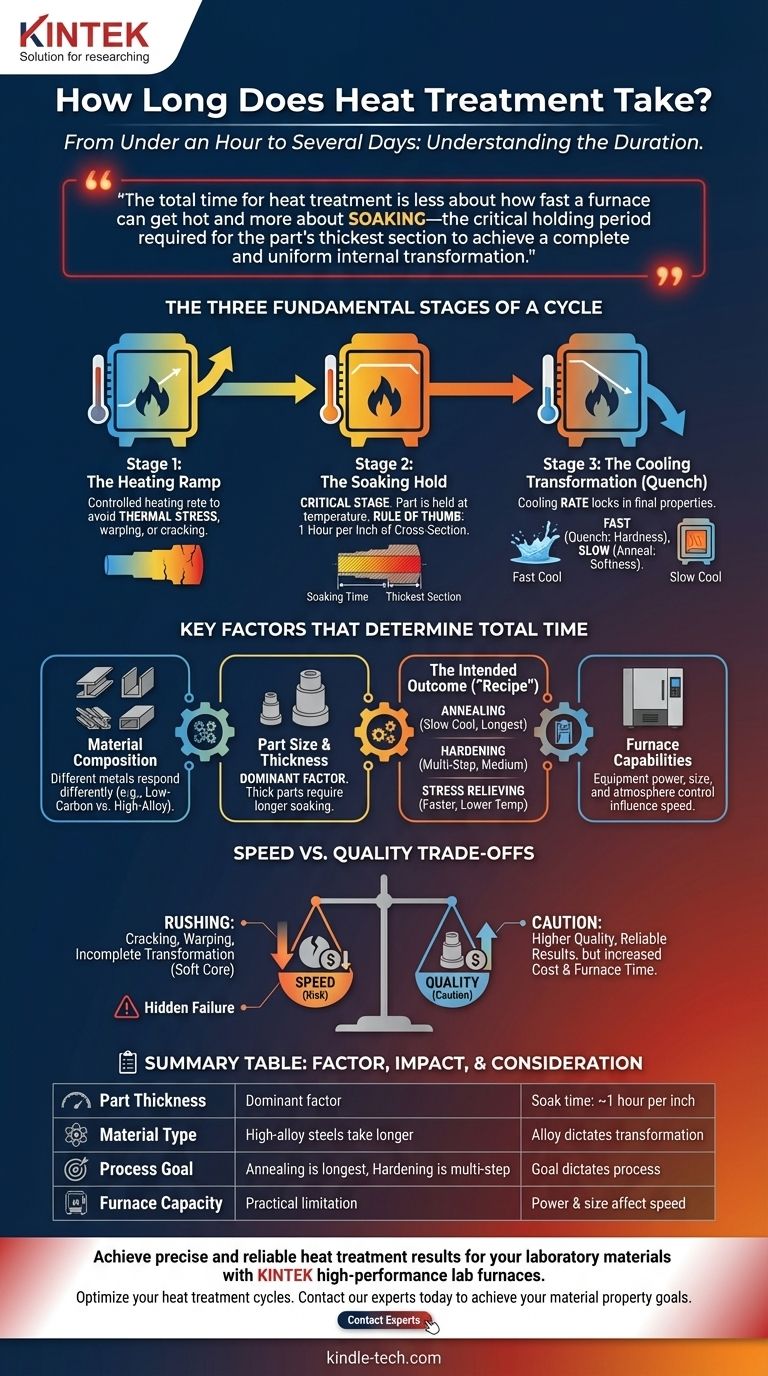
任何热处理循环的三个基本阶段
要理解总持续时间,您必须首先了解每个循环都包含三个不同的阶段。每个阶段所需的时间是根据特定的冶金目标计算的。
阶段 1:升温斜坡
这是将材料加热到目标温度的初始阶段。虽然这看起来很简单,但加热速率至关重要。
加热零件过快可能会引起热应力,导致变形甚至开裂,尤其是在复杂几何形状中。斜坡时间受到仔细控制,以确保整个零件尽可能均匀地加热。
阶段 2:浸泡保持
达到温度后,零件被“浸泡”或保持特定时间。这通常是最关键和最耗时的阶段。
浸泡的目的是让材料的内部晶体结构完全转变。对于钢材来说,这意味着要确保零件从表面到核心都已转变为奥氏体。经验法则是每英寸横截面厚度浸泡一小时,但这可能因合金而异。
阶段 3:冷却转变(淬火)
最后阶段是将零件冷却回室温。冷却速率是这里最重要的变量,因为它锁定了最终性能。
这可以是极快的(在水中或油中淬火,持续几分钟),以实现硬度;也可以是极慢的(让零件在炉中冷却数小时或数天),以实现最大程度的柔软度,如退火过程。

决定总时间的关键因素
几个变量相互作用,定义了热处理过程的“配方”和因此的持续时间。
材料成分和类型
不同的金属和合金对热量的反应速度不同。简单的低碳钢与高合金工具钢或进行时效硬化的铝合金等有色金属相比,所需时间要求会大不相同。
零件尺寸和横截面厚度
这是最主要的决定因素。薄板金属零件可能在几分钟内完成加热和浸泡。一个巨大的锻件或模具块,厚度达数英尺,需要数小时甚至数天,以确保其核心达到与表面相同的温度和转变状态。
预期结果(“配方”)
目标决定了工艺,而工艺又决定了时间。
- 退火(软化): 需要非常缓慢的冷却,通常使其成为最长的过程之一。
- 淬火(硬化和回火): 包括快速淬火,然后是第二个较低温度的加热循环(回火)以降低脆性。这是一个两步过程。
- 应力消除: 通常使用较低的温度和较短的浸泡时间,使其成为相对较快的操作。
炉具和设备能力
实际限制也起着作用。炉子的大小、加热能力、冷却能力以及气氛控制(例如真空或惰性气体)都会影响特定循环的执行速度和准确性。
理解权衡:速度与质量
在不了解冶金后果的情况下试图缩短热处理循环是一个常见且代价高昂的错误。
仓促的风险:开裂和变形
加热或冷却过快的最直接危险是热冲击。当零件表面温度变化速度远快于其核心时,由此产生的内部应力会导致永久性变形(翘曲)或灾难性失效(开裂)。
谨慎的代价:炉内时间和吞吐量
主要的权衡是经济性的。更长、更保守的循环会提供更高质量、更可靠的结果,但会消耗更多的能源和炉内时间。这直接影响项目成本和制造吞吐量。
不完全转变:隐藏的失效
缩短浸泡时间是一个常见的诱惑。但是,如果零件的核心没有完全转变,您将得到一个表面坚硬但内部柔软、脆弱的部件。这可能导致尽管零件通过了表面硬度测试,但在实际使用中仍会发生意外失效。
根据您的目标做出正确的选择
要估算所需时间,请始终从所需结果和部件的最厚截面开始。
- 如果您的主要重点是最大硬度(例如,用于切削工具): 计划进行硬化和回火的多阶段过程,总时间受初始浸泡和后续回火循环的影响。
- 如果您的主要重点是最大柔软度和可加工性(退火): 预计循环时间会很长,因为关键因素是在炉内进行极慢、受控的冷却速率。
- 如果您的主要重点是简单地消除焊接或加工产生的应力: 这通常是最快的过程,因为它发生在较低的温度下,并且不需要完全的结构转变。
- 如果您处理非常大或厚的部件: 根据最厚横截面计算的浸泡时间将主导整个时间表,应成为您规划的核心重点。
了解这些变量将热处理从一个黑匣子转变为一个可预测且可控的工程过程。
摘要表:
| 因素 | 对持续时间的影响 | 关键考虑因素 |
|---|---|---|
| 零件厚度 | 主要因素 | 浸泡时间:每英寸厚度约 1 小时 |
| 材料类型 | 高合金钢耗时更长 | 合金成分决定转变速率 |
| 工艺目标 | 退火(慢冷)时间最长 | 硬化和回火是多步骤过程 |
| 炉具容量 | 实际限制 | 加热/冷却能力和尺寸影响循环速度 |
为您的实验室材料实现精确可靠的热处理结果。
在 KINTEK,我们专注于提供专为苛刻热工艺设计的高性能实验室炉和设备。无论您是为柔软度进行退火、为耐用性进行硬化,还是为复杂部件进行应力消除,我们的解决方案都能确保均匀加热和受控冷却,以获得一致、高质量的结果。
让我们帮助您优化热处理循环。立即联系我们的专家,讨论您的特定实验室设备需求并实现您的材料性能目标。
图解指南