在大多数实际应用中,正确执行的铝钎焊接头通常比焊接的更坚固、更可靠。 虽然一个完美的焊缝在理论上可以与母材的强度相匹配,但焊接的强烈局部热量通常会削弱周围的铝,从而产生失效点。钎焊使用较低且分布更均匀的热量,保持了母材的完整性,并形成了一个强度可能超过铝本身的接头。
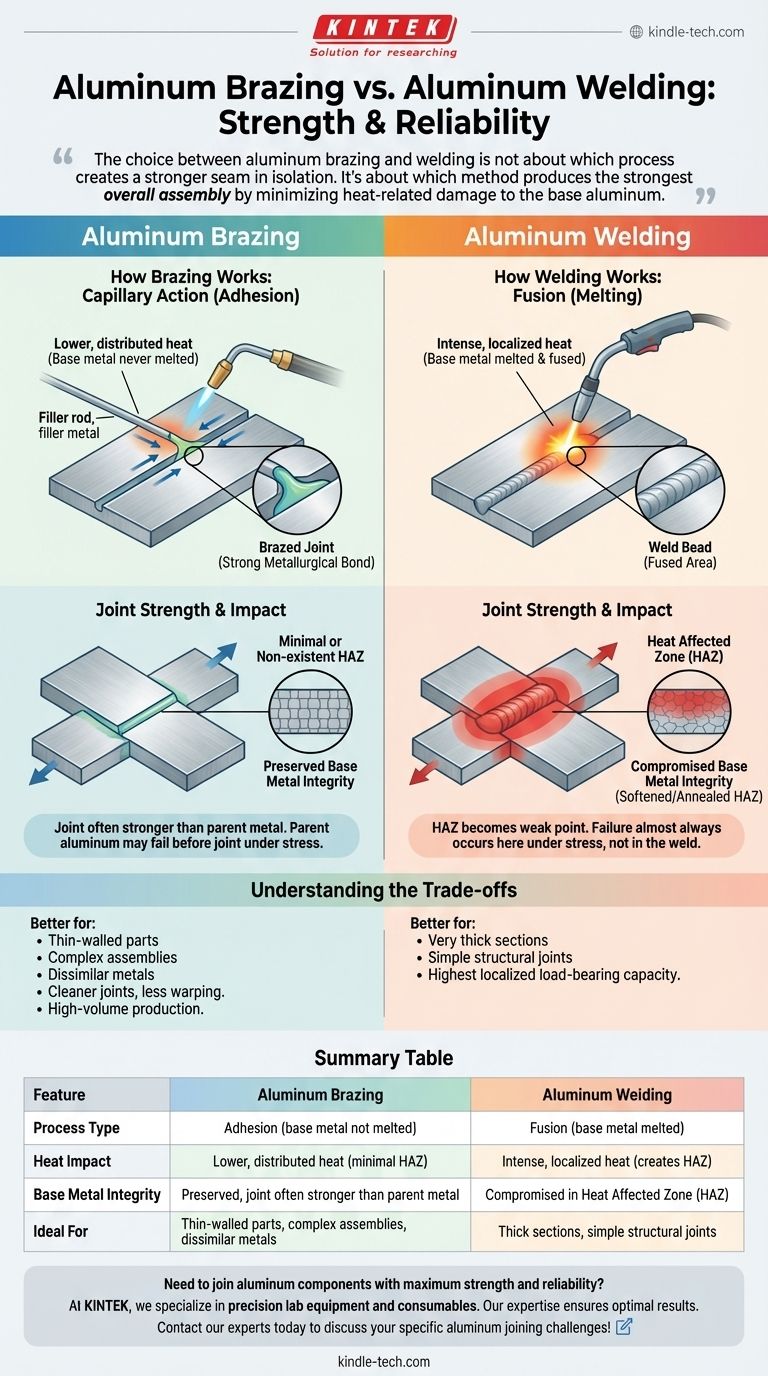
在铝钎焊和焊接之间进行选择,并非是孤立地看哪个工艺能产生更强的接缝。而是要看哪种方法能通过最大限度地减少对基础铝的热损伤,从而产生最坚固的整体组件。
根本区别:熔合与粘合
要理解强度比较,您必须首先了解每个工艺的工作原理。核心区别在于它们与母材的相互作用。
焊接的工作原理:熔合
焊接是通过熔化并将金属熔合在一起来连接金属的,通常还会使用兼容的填充材料。
这会形成一个单一的连续金属件。目标是实现冶金结合,使焊缝成为母材不可分割的一部分。
钎焊的工作原理:毛细作用
钎焊是使用熔点低于母材的填充材料来连接金属的。
基础铝部件被加热,但永不熔化。填充金属熔化后,通过毛细作用被吸入紧密配合的接头中,冷却时形成极其牢固的冶金结合。

接头强度的直接比较
关于强度的争论不在于接头本身,而在于工艺如何影响其周围的材料。这对于热处理铝合金来说尤其关键。
焊接接头的强度
铝材上的标准TIG或MIG焊缝可以非常牢固。熔合区域的抗拉强度可以与母材相匹配。
然而,问题不在于焊缝本身。
热影响区(HAZ)的影响
焊接的强烈集中热量会在焊缝周围的区域产生一个热影响区(HAZ)。
在该区域,铝的硬度会受到损害——它实际上被退火和软化了。这个热影响区成为组件的薄弱点,在应力下,失效几乎总是发生在热影响区,而不是焊缝本身。
钎焊接头的强度
钎焊使用的温度明显更低,并且在接头上的分布更均匀。
该工艺对铝的基础硬度影响较小,导致热影响区很小或不存在。设计良好的钎焊接头非常坚固,在破坏性测试中,接头旁边的母材通常会先于钎焊接缝失效。
了解权衡
没有哪个工艺是普遍“更好”的。最佳选择取决于应用的具体要求。
何时焊接是更好的选择
焊接通常适用于非常厚的部件或简单的结构接头,在这种情况下,可以通过设计或焊后热处理来控制热影响区。它在要求局部接缝具有尽可能高的承载能力的应用中表现出色。
何时钎焊是更好的选择
钎焊适用于薄壁部件,因为焊接会导致烧穿或变形。它也适用于复杂组件,并能提供更清洁、更均匀的接头,减少后续精加工需求。它连接异种金属的能力是另一个显著优势。
技能和准备要求
这两种工艺都需要极高的清洁度。然而,铝焊接以难于操作而闻名,需要操作员具备高超的技能来控制热量和防止缺陷。钎焊可以是一个更具可重复性和可控性的过程,因此更适合大批量生产。
为您的应用做出正确的选择
要选择正确的方法,请将您的重点从“哪个更坚固”转移到“哪个更能满足项目的目标”。
- 如果您的主要重点是厚实、简单部件的原始强度: 高质量的焊接可能是合适的,但您必须围绕被削弱的热影响区进行设计。
- 如果您的主要重点是保持母材完整性和最小化变形: 钎焊是更优的选择,能产生更可靠的整体组件。
- 如果您正在处理薄材料或复杂几何形状: 钎焊提供了更大的控制力,并大大降低了翘曲和损坏的风险。
最终,最佳的连接方法是能保持整个成品部件的强度和完整性的方法。
总结表:
| 特性 | 铝钎焊 | 铝焊接 |
|---|---|---|
| 工艺类型 | 粘合(母材不熔化) | 熔合(母材熔化) |
| 热影响 | 较低、分布的热量(热影响区最小) | 强烈、局部的热量(产生热影响区) |
| 母材完整性 | 保持完好,接头通常比母材更坚固 | 在热影响区(HAZ)受损 |
| 理想用途 | 薄壁部件、复杂组件、异种金属 | 厚部件、简单结构接头 |
需要以最大的强度和可靠性连接铝组件吗?
在 KINTEK,我们专注于材料连接应用中的精密实验室设备和耗材。我们的专业知识确保无论您是钎焊还是焊接,都能获得最佳效果。让我们帮助您选择正确的工具和材料,以实现卓越的接头完整性。
立即联系我们的专家,讨论您具体的铝连接挑战!
图解指南