本质上,与压缩模塑相比,传递模塑在精度和设计复杂性方面有了显著提升,特别是对于带有精细嵌件的零件。然而,这些优势伴随着更高的模具投资和不可避免的材料浪费,使其成为特定应用的战略选择,而非通用解决方案。
传递模塑在压缩模塑的简单性与注射模塑的高速批量生产之间占据了关键的中间地带。其核心价值在于能够生产出用其他方法难以或不可能制造的复杂、尺寸稳定的热固性零件。
传递模塑的工作原理:基础知识
要了解其优缺点,首先必须了解其工艺。与压缩模塑将材料直接放入开放模腔不同,传递模塑采用不同的方法。
工艺简介
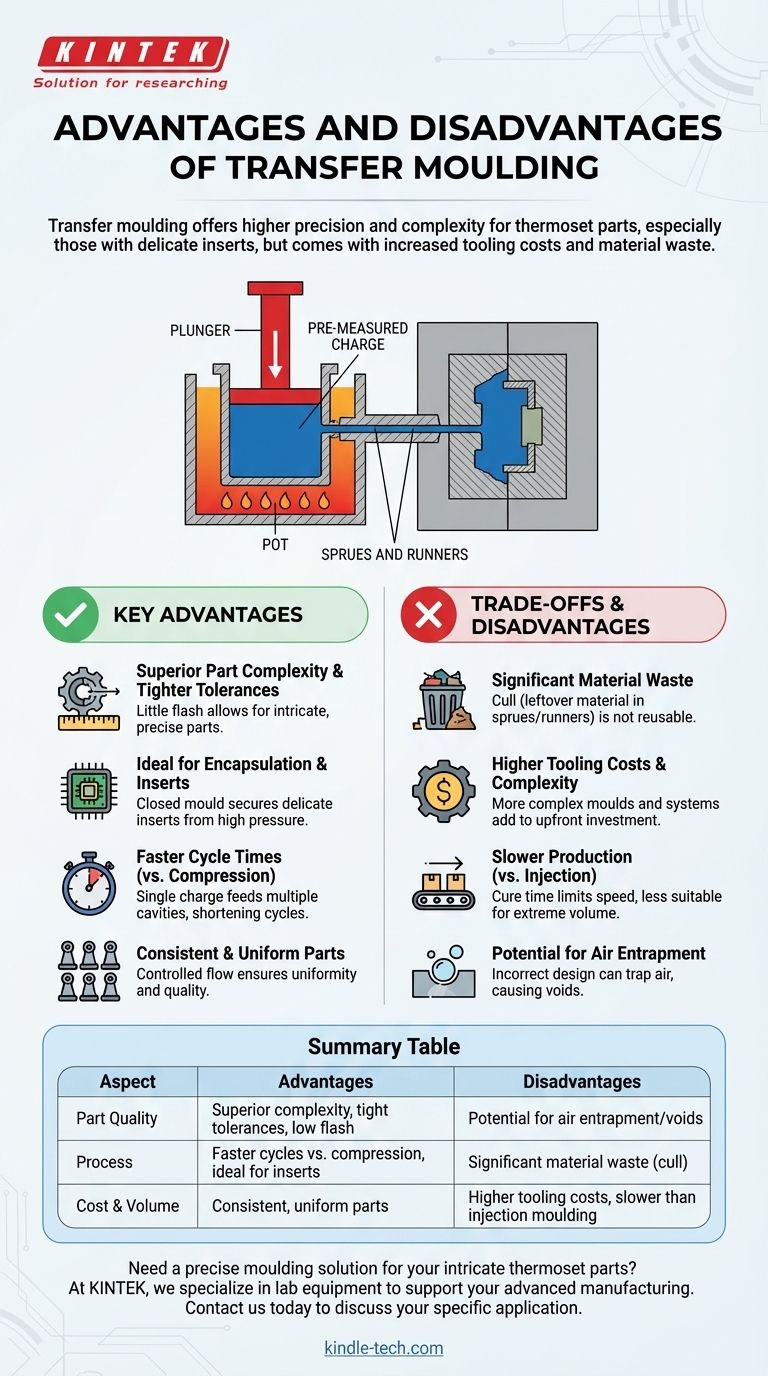
首先,将预先量好的热固性材料(称为料团)放入一个称为“料筒”的腔室中,该腔室是模具工具的一部分。
当模具闭合时,柱塞将材料(此时已加热软化)从料筒通过称为浇口和流道的通道压入闭合的模腔。
材料填充模腔,在热和压力下固化,然后作为成品零件被顶出。

传递模塑的主要优点
这种闭模工艺的独特性质带来了其主要优势。
卓越的零件复杂性和更严格的公差
由于材料流入完全闭合和夹紧的模具,因此飞边(多余材料从分型线挤出)非常少。这使得能够制造出比压缩模塑更复杂、尺寸更精确的零件。
适用于封装和嵌件
传递模塑是制造带有预置嵌件(如金属销、螺纹柱或精密电子元件)零件的首选。在塑料引入之前模具已闭合,从而固定了嵌件,防止它们因压缩模塑的高压直接作用而移位。
比压缩模塑更快的循环时间
虽然使用单个料团,但它可以通过流道系统同时填充多个模腔。结合料筒中料团的预热,这通常比压缩模塑中单独装载模腔的每个零件循环时间更短。
一致且均匀的零件
闭模工艺确保材料更一致地流入模腔。这使得零件具有更高的一致性、更少的空隙和一致的密度,从而提高了整体质量和可重复性。
了解权衡和缺点
没有完美的工艺。传递模塑带来优势的复杂性也带来了其主要缺点。
显著的材料浪费
留在料筒、浇口和流道中的材料——统称为废料——是该工艺的基本组成部分。对于热固性塑料,由于无法重新熔化和重复使用,这些废料代表了纯粹的材料浪费,并直接增加了每个零件的成本。
更高的模具成本和复杂性
传递模具比压缩模具更复杂,设计和制造成本更高。对单独的料筒、柱塞机构和精密加工的流道系统的需求增加了前期投资。
比注射模塑生产速度慢
虽然比压缩模塑快,但该工艺通常比热塑性注射模塑慢。热固性材料在模具内固化所需的时间限制了整体生产速度,使其不适合极高批量的生产。
潜在的空气滞留
如果模具和工艺设计不正确,当材料流入时,空气可能会滞留在模腔内。这可能在最终零件中产生空隙或表面缺陷,需要仔细的工具设计和过程控制来缓解。
为您的项目做出正确选择
选择正确的模塑工艺需要平衡零件的复杂性、生产量和成本限制。
- 如果您的主要重点是生产具有锐角和严格公差的复杂热固性零件:传递模塑是绝佳选择,因为它具有低飞边、闭模的特性。
- 如果您的主要重点是安全封装电子元件或包覆成型精密金属嵌件:传递模塑温和、间接的填充过程是优于压缩模塑的显著优势。
- 如果您的主要重点是以尽可能低的工具成本生产简单形状以进行小批量生产:压缩模塑可能是更经济的选择。
- 如果您的主要重点是以尽可能低的单位成本大规模生产数百万个热塑性零件:热塑性注射模塑仍然是速度和效率的行业标准。
最终,选择传递模塑是一个深思熟虑的工程决策,旨在实现其他工艺无法轻易提供的精度和设计自由度。
总结表:
| 方面 | 优点 | 缺点 |
|---|---|---|
| 零件质量 | 卓越的复杂性,严格的公差,低飞边 | 潜在的空气滞留/空隙 |
| 工艺 | 比压缩模塑更快的循环,适用于嵌件 | 显著的材料浪费(废料) |
| 成本与产量 | 一致、均匀的零件 | 更高的模具成本,比注射模塑慢 |
需要为您的复杂热固性零件提供精确的模塑解决方案吗?
传递模塑是实现卓越尺寸稳定性和封装精密嵌件的战略选择。在 KINTEK,我们专注于提供合适的实验室设备和耗材,以支持您的先进制造和研发过程。
让我们的专家帮助您确定传递模塑是否是满足您项目要求的最佳工艺。 立即联系我们,讨论您的具体应用以及我们如何支持您实验室的成功。
图解指南