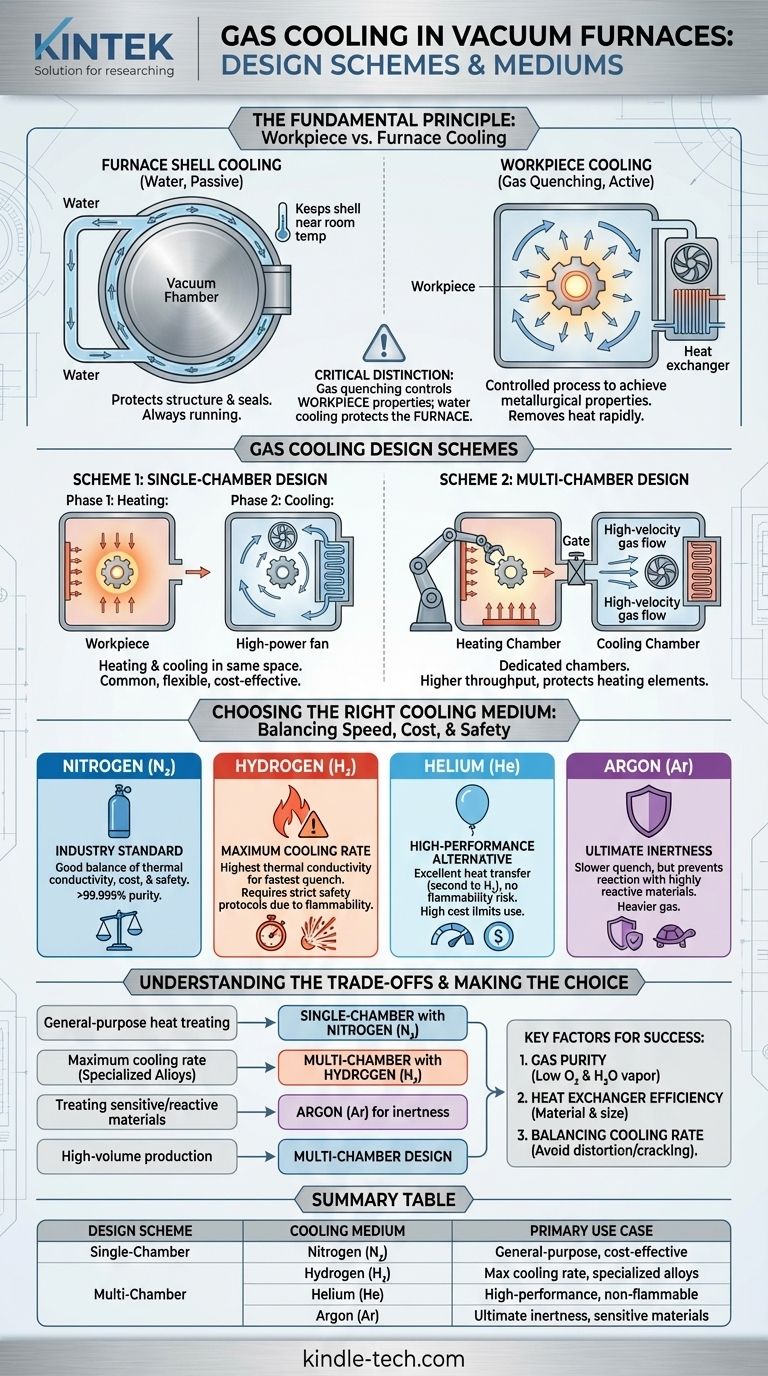
从本质上讲,真空炉中的气体冷却采用两种主要的设计方案和一组精选的气体。设计方案要么在同一个炉膛内进行加热和冷却,要么在单独的专用炉膛内进行。最常用的冷却介质是高纯度氮气,但氢气、氦气和氩气也用于需要不同冷却速率或惰性水平的特定应用。
需要理解的关键区别在于,气体冷却(或“气体淬火”)是一个控制工件性能的主动过程,而独立的循环水冷却系统则始终运行以保护炉体结构本身。
基本原理:工件冷却 vs. 炉体冷却
要正确操作真空炉,区分正在运行的两个冷却系统至关重要。它们服务于完全不同的目的。
冷却炉壳(“冷壁”)
真空炉采用“冷壁”结构。这通常是双层炉壳,冷却水在其中连续循环。
该系统的唯一作用是保护炉体。它使外壳保持接近室温,防止结构部件在高温下变形,并确保真空密封保持完好有效。
冷却工件(气体淬火)
气体淬火是热处理过程中的一个受控、主动的步骤。工件在真空中加热后,会引入高纯度气体并快速循环。
该过程以特定、受控的速率从工件中去除热量,以实现所需的金相性能,例如硬度。这与炉体自身的循环水冷却系统完全分开。

气体冷却设计方案
炉体的物理布局决定了气体淬火过程的执行方式。
方案 1:单室设计
在这种常见配置中,加热和冷却循环都在同一个空间内进行。
加热阶段结束后,关闭加热元件,并将淬火气体强制通入炉膛。大功率风扇将气体通过高温工件循环,然后流过内部热交换器以去除热量。
方案 2:多室设计
在多室炉中,工件会从加热炉膛物理移动到单独的专用冷却炉膛。
这种设计将精密的加热元件与淬火过程中高速、湍流的气体流隔离开来。它还允许更高的生产吞吐量,因为可以在加热下一批工件的同时冷却当前一批工件。
选择合适的冷却介质
气体的选择取决于所需的冷却速度、材料兼容性、成本和安全考虑因素。
氮气 (N₂):行业标准
高纯度氮气(通常 >99.999%)是最广泛使用的淬火气体。它在导热性、成本效益和安全性方面取得了良好的平衡,因为它相对惰性。
氢气 (H₂):实现最大冷却速率
氢气具有极高的导热性,是实现最快冷却速率的最有效气体。然而,其易燃性需要广泛的安全系统和专门的炉体结构。
氦气 (He):高性能替代品
氦气具有出色的传热性能,仅次于氢气,且没有相关的安全风险。然而,其高昂的成本限制了其在非常特定和关键应用中的使用。
氩气 (Ar):实现终极惰性
氩气比氮气重,导热性较低,导致淬火速度较慢。当处理可能即使与高纯度氮气发生轻微反应的高度活性材料时,会选择氩气。
理解权衡
有效的气体淬火不仅仅关乎速度;它关乎控制和精度。必须平衡多个因素才能在不损坏零件的情况下获得所需的结果。
气体纯度的必要性
为了保持真空热处理所期望的光亮、清洁的表面光洁度,淬火气体必须极其纯净。
氧气(目标 < 2 ppm)和水蒸气(目标 < 5-10 ppm)等杂质会在冷却阶段引起表面氧化,从而削弱使用真空炉的主要优势。
热交换器的作用
冷却过程的效率在很大程度上取决于热交换器。其尺寸和材料——通常是钢、不锈钢或铜以实现最大的热传递——是决定可以从循环气体中快速去除多少热量的关键因素。
平衡冷却速率与变形
虽然快速淬火通常是为了提高硬度,但过快地冷却零件会引起热应力。这可能导致变形甚至开裂,尤其是在具有复杂几何形状或不同截面的部件中。必须仔细匹配冷却速率与材料和零件设计。
为您的目标做出正确选择
您的冷却方案和介质的选择应直接取决于您的工艺要求和主要目标。
- 如果您的主要重点是通用热处理:使用高纯度氮气的单室炉是最常见、最灵活且最具成本效益的解决方案。
- 如果您的主要重点是为特种合金实现最大冷却速率:氢气是最佳介质,但它要求炉体设计有严格的安全规程。
- 如果您的主要重点是处理高度敏感或活性材料:氩气提供最惰性的环境,但冷却速度较慢。
- 如果您的主要重点是大批量生产:多室设计通过分离加热和冷却阶段,提供最佳的吞吐量。
通过理解这些核心组件和原理,您可以确保炉体的气体冷却能力与您材料特定的金相需求完美匹配。
汇总表:
| 设计方案 | 冷却介质 | 主要用途 |
|---|---|---|
| 单室 | 氮气 (N₂) | 通用热处理,经济高效 |
| 多室 | 氢气 (H₂) | 特种合金最大冷却速率 |
| - | 氦气 (He) | 高性能冷却,无易燃风险 |
| - | 氩气 (Ar) | 对敏感/活性材料的终极惰性 |
准备好为您的实验室真空炉选择理想的气体冷却系统了吗?设计和淬火介质的正确组合对于实现精确的金相性能和最大化吞吐量至关重要。KINTEK 专注于实验室设备和耗材,服务于实验室需求。我们的专家可以帮助您选择一个能够确保最佳冷却速率、材料完整性和工艺效率的炉体配置。立即联系我们 讨论您的具体应用并获得量身定制的解决方案!
图解指南