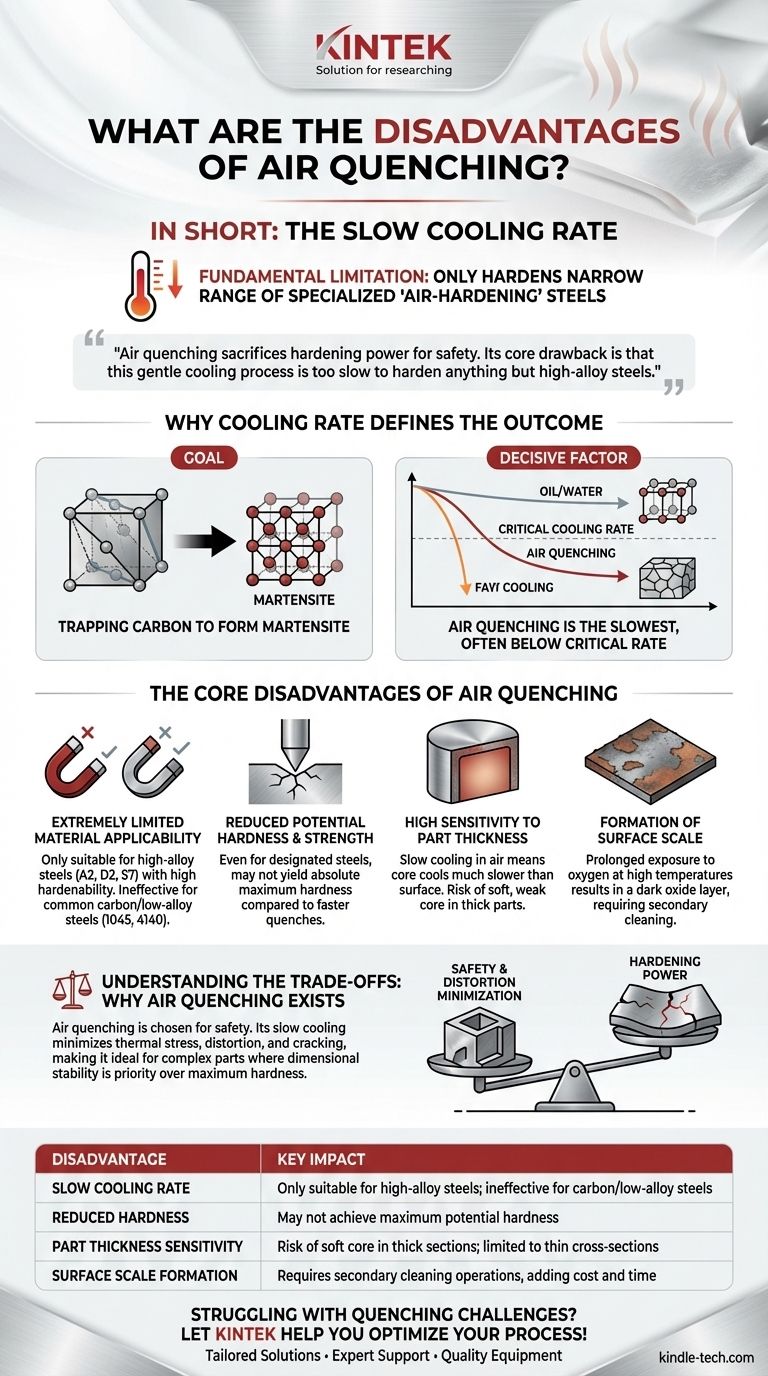
简而言之,空冷淬火的主要缺点是其冷却速度慢。这一基本限制意味着它只能淬硬一小部分特殊的“空硬化”钢,而对绝大多数常见的碳钢和低合金钢无效。
空冷淬火以安全性为代价牺牲了淬硬能力。其核心缺点是,这种温和的冷却过程太慢,无法淬硬高合金钢以外的任何材料,即使在合适的材料中,也常常导致强度和硬度较低。
为什么冷却速度决定结果
要理解淬火过程的缺点,我们必须首先了解其目标。淬火不仅仅是冷却金属;而是要以足够快的速度冷却金属,以实现特定的冶金转变。
目标:用马氏体锁定硬度
当您将钢加热到奥氏体化温度时,其内部晶体结构会发生变化。淬火的目标是通过足够快的冷却速度来“冻结”这种结构,从而使碳原子被困住,形成一种非常坚硬、脆性的微观结构,称为马氏体。
决定性因素:临界冷却速度
每种类型的钢都有一个临界冷却速度。这是形成马氏体并避免珠光体或贝氏体等较软结构所需的最低冷却速度。如果冷却太慢,钢材将无法达到其最大的潜在硬度。
空冷淬火的定位
与液体相比,空气是热的不良导体。因此,空冷淬火提供的冷却速度是所有常见淬火方法中最慢的(比油、水或盐水慢)。这是其缺点的根本原因。

空冷淬火的核心缺点
基于科学的空冷淬火缓慢冷却速度的缺点不是观点,而是热传递物理学的直接后果。
1. 材料适用性极其有限
这是最显著的缺点。空冷淬火的速度仅足以超过具有非常高淬透性的钢材的临界冷却速度。
这些通常是高合金工具钢(如 A2、D2 或 S7)和一些不锈钢。合金元素(铬、钼、钒)会大大减缓软结构的形成,使得即使使用缓慢的淬火也能轻松形成马氏体。对于 1045 或 4140 等常见且成本较低的钢材,空冷淬火太慢了,会导致零件变软、未淬硬。
2. 潜在硬度和强度降低
即使对于指定的空硬化钢,空冷淬火也可能无法产生绝对最大的可能硬度。稍快的淬火,例如中断油淬,有时可以产生更细的马氏体结构,从而适度提高硬度和耐磨性。
3. 对零件厚度(截面尺寸)的高度敏感性
热量必须从零件的核心传导到表面才能消散。使用空气这种缓慢的介质时,厚零件的核心冷却速度明显慢于其表面。
这可能导致危险情况,即表面完全硬化,但核心仍然柔软且强度不足。因此,空冷淬火通常仅限于截面相对较薄的零件。
4. 表面氧化皮的形成
除非在受控的真空或惰性气氛炉中进行,否则缓慢的冷却过程会使热钢长时间暴露在氧气中。这会导致形成一层深色、易剥落的氧化物层,称为氧化皮。
这种氧化皮必须通过二次操作(如喷砂或酸洗)去除,这会增加成本、时间和少量材料损失。
理解权衡:空冷淬火存在的原因
考虑到这些缺点,使用空冷淬火有一个压倒性的原因:安全性。其缓慢、温和的冷却对零件施加的热应力最小。
更快速淬火的问题
在水或油中快速淬火会在材料内部产生极端的温度梯度。表面立即冷却和收缩,而核心仍然很热并处于膨胀状态。这种内部应力可能导致零件翘曲、变形甚至开裂。
平衡硬度和完整性
空冷淬火最大限度地降低了这种风险,使其成为几何形状复杂、内部有尖锐角落的模具或尺寸稳定性比绝对最高硬度更重要的精密部件的首选方法。这是淬硬能力与零件失效风险之间的权衡。
为您的目标做出正确的选择
选择淬火方法需要将工艺与材料和期望的结果相匹配。
- 如果您的主要重点是普通碳钢或低合金钢的最大硬度:空冷淬火完全不适用;需要更快的介质,如油、水或盐水。
- 如果您的主要重点是高合金工具钢(例如 A2、D2)复杂零件的变形最小化:空冷淬火是理想的选择,因为其开裂风险低,可以抵消其其他限制。
- 如果您处理的是厚截面(例如超过 2 英寸):空冷淬火很可能会导致核心未淬硬,应避免使用,转而对油硬化或水硬化钢进行更快的淬火。
最终,您应将空冷淬火视为一种专业工具,在压倒性的优先事项是保护有价值且复杂的零件免受变形和开裂时,有意识地选择它。
摘要表:
| 缺点 | 关键影响 |
|---|---|
| 冷却速度慢 | 仅适用于高合金钢;对碳钢/低合金钢无效 |
| 硬度降低 | 即使在合适的材料中也可能无法达到最大的潜在硬度 |
| 零件厚度敏感性 | 厚截面存在核心未硬化的风险;仅限于薄截面 |
| 表面氧化皮形成 | 需要二次清洁操作,增加成本和时间 |
在淬火挑战中挣扎?让 KINTEK 帮助您优化流程!
选择正确的热处理方法对于在组件中实现硬度、强度和尺寸稳定性的期望平衡至关重要。在 KINTEK,我们专注于提供量身定制的先进实验室设备和耗材,以满足您的特定冶金需求。无论您是处理需要精确空冷淬火的高合金工具钢,还是需要更快的碳钢淬火解决方案,我们的专业知识都能确保您在不影响零件完整性的情况下获得所需的结果。
为什么选择 KINTEK 作为合作伙伴?
- 定制化解决方案:我们帮助您为您的特定材料和应用选择正确的设备和方法。
- 专家支持:我们的团队提供见解以优化您的淬火过程,最大限度地减少变形,同时最大限度地提高性能。
- 优质设备:从熔炉到淬火介质,KINTEK 提供可靠的工具,以实现一致的高质量结果。
准备好增强您的热处理流程了吗? 立即联系我们 讨论您的要求,并发现 KINTEK 如何支持您实验室的成功!
图解指南