从本质上讲,钎焊是一个多阶段的过程,涉及准备两个紧密配合的金属表面、施加填充金属、将组件加热至填充金属熔化(但基体金属不熔化)的状态,然后通过毛细作用使其被吸入接头,最后进行冷却。基本操作步骤包括细致的清洁、施加助焊剂、装配零件、均匀加热、控制冷却和最终检查。
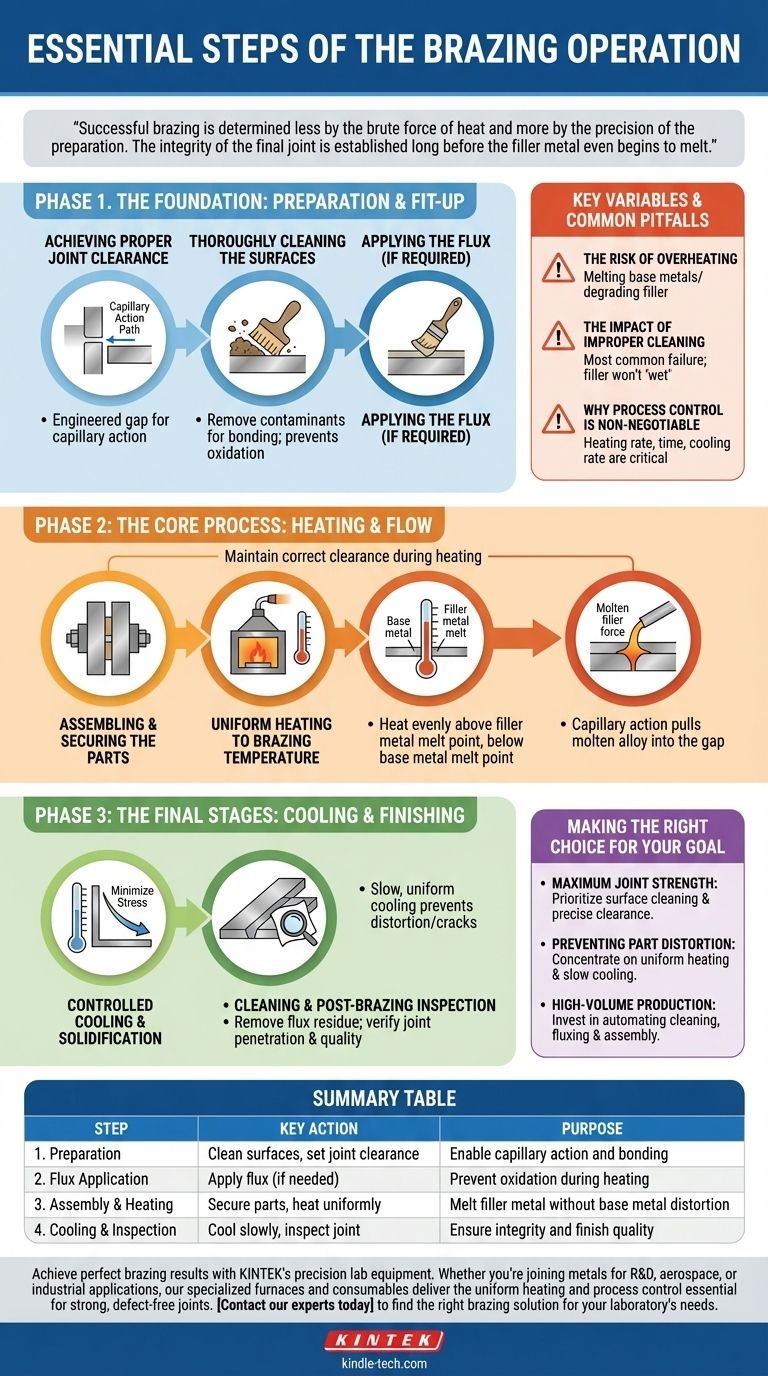
成功的钎焊更多地取决于准备工作的精确性,而非热量的蛮力。最终接头的完整性在填充金属开始熔化之前很久就已经确定了。
基础:准备和装配
绝大多数钎焊失败都可以追溯到准备工作不足。这些初始步骤为形成牢固、永久的粘合创造了必要条件。
实现正确的接头间隙
待连接的两个金属表面之间的间隙至关重要。该间隙必须足够紧密,以便毛细作用能将熔融的填充金属完全吸入整个接头。
这个间隙不是随意的;它是根据所涉及的基体金属、填充金属和热膨胀特性精确设计的。
彻底清洁表面
必须从待连接的表面上完全清除所有污染物,特别是油污、油脂和氧化物。任何异物的存在都会阻止填充金属润湿并与基体金属粘合。
此步骤可能涉及化学清洁,例如使用碱性物质去除氧化铝薄膜,或使用钢丝刷或研磨等机械方法。
施加助焊剂(如果需要)
对于许多类型的钎焊,在加热前需要将助焊剂施加到接头区域。其主要目的是在加热循环期间保护表面免受氧化。
随着温度升高,助焊剂熔化并溶解任何残留的表面氧化物,为熔融的填充金属提供一个化学清洁的表面进行粘合。在真空钎焊中,受控气氛起到了这种保护作用,使得助焊剂不再是必需的。

核心过程:加热和流动
这是形成冶金结合的阶段。目标是熔化填充金属并使其均匀地流遍整个接头。
装配和固定零件
清洁和施加助焊剂后,小心地装配并固定组件。在整个加热和冷却周期中,必须将它们牢固地保持在最终位置,以维持正确的接头间隙。
均匀加热至钎焊温度
对整个组件进行均匀加热,直到其温度达到填充金属的熔点以上,但低于基体金属的熔点。
例如,在铝钎焊中,助焊剂可能在 565-572°C 之间熔化,填充金属随后在 577-600°C 熔化。加热过快或不均匀会导致变形和接头不完全。
将填充金属吸入接头
一旦填充金属熔化,毛细作用力就会将其吸入基体金属之间的狭窄间隙中。这就是为什么正确的清洁和间隙如此关键——它们为熔融合金的流动创造了理想的路径。
最后阶段:冷却和精加工
在部件安全恢复到室温并经验证符合质量标准之前,该过程尚未完成。
控制冷却和凝固
组件必须缓慢且均匀地冷却。这可以最大限度地减少内部热应力,这些应力可能在接头凝固和收缩时导致开裂或零件变形。
清洁和钎焊后检查
冷却后,必须清除任何残留的助焊剂残留物,因为它可能具有腐蚀性。然后对完成的接头进行彻底的质量检查,确保填充金属已完全渗透接头,并且没有空隙或缺陷。
根据应用情况,可能需要进一步的钎焊后处理,如机加工或表面精加工。
关键变量和常见陷阱
虽然步骤很简单,但成功取决于控制几个关键因素。任何一个因素管理不当都可能导致接头失效。
过热的风险
将组件加热到远高于填充金属熔点的温度会损坏或熔化基体金属。它还会降低填充金属的性能,导致接头薄弱且易碎。
清洁不当的影响
这是钎焊失败最常见的原因。如果表面不够干净,填充金属将不会“润湿”基体金属,这意味着它会聚集成球而不是流动,从而产生空隙并阻止粘合形成。
为什么工艺控制不容妥协
加热速率、保温时间和冷却速率等因素不是建议——它们是关键的过程参数。必须针对所使用的特定合金、零件几何形状和炉子进行优化,以实现一致的高质量结果。
根据您的目标做出正确的选择
您对每个步骤的重视程度取决于您期望的结果。
- 如果您的主要重点是最大的接头强度: 优先考虑细致的表面清洁和实现精确的、工程设计的接头间隙,以确保完全的毛细管填充。
- 如果您的主要重点是防止零件变形: 集中精力进行均匀加热和缓慢、受控的冷却循环,以最大限度地减少内部热应力。
- 如果您的主要重点是大批量生产: 投资于清洁、助焊剂应用和装配步骤的自动化,以确保从一个零件到下一个零件的绝对一致性。
最终,成功的钎焊是一个系统,其中每一步都直接促成下一步的成功。
摘要表:
| 步骤 | 关键操作 | 目的 |
|---|---|---|
| 1. 准备 | 清洁表面,设定接头间隙 | 实现毛细作用和粘合 |
| 2. 施加助焊剂 | 施加助焊剂(如果需要) | 加热期间防止氧化 |
| 3. 装配与加热 | 固定零件,均匀加热 | 在不使基体金属变形的情况下熔化填充金属 |
| 4. 冷却与检查 | 缓慢冷却,检查接头 | 确保完整性和成品质量 |
使用 KINTEK 的精密实验室设备实现完美的钎焊效果。 无论您是为研发、航空航天还是工业应用连接金属,我们的专业炉具和耗材都能提供实现坚固、无缺陷接头所必需的均匀加热和过程控制。请立即联系我们的专家,为您的实验室需求找到合适的钎焊解决方案。
图解指南