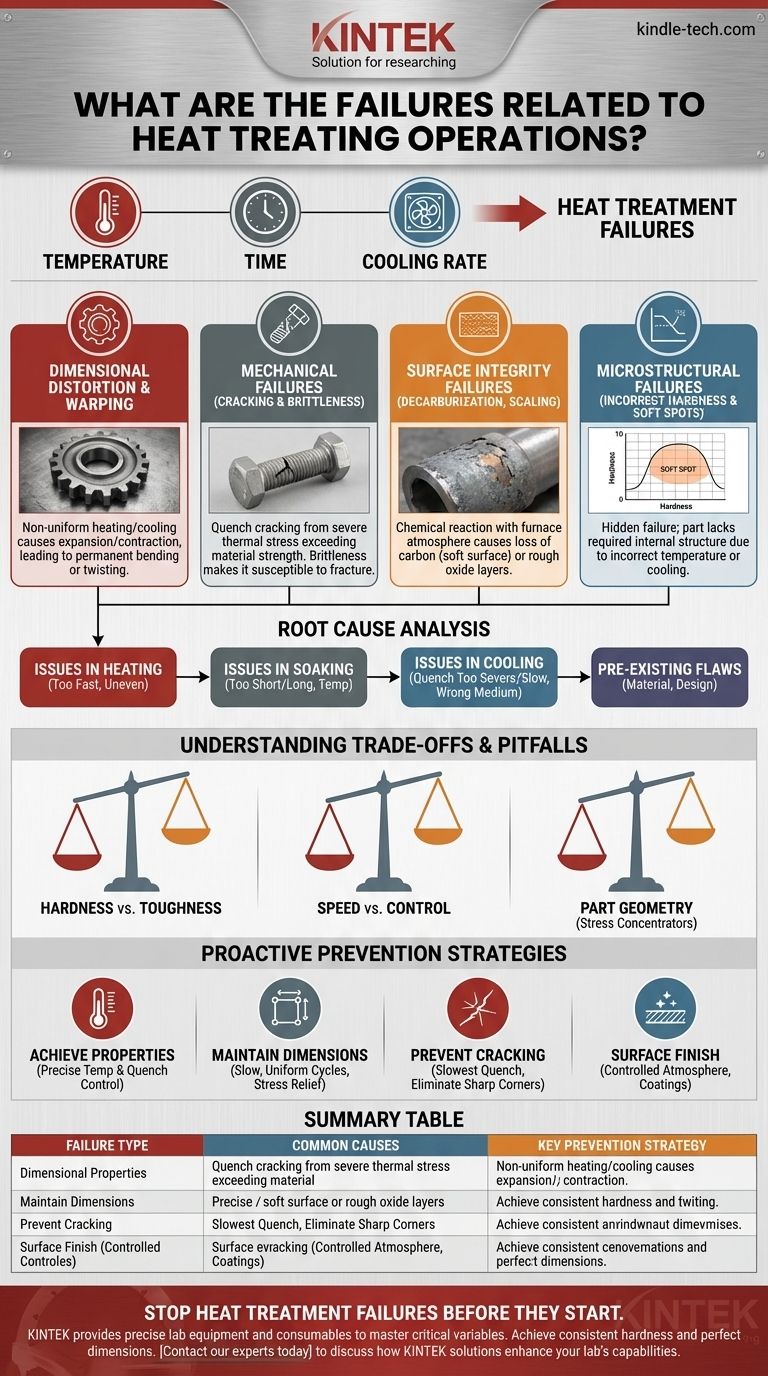
热处理中最常见的故障是尺寸变形、表面开裂、硬度不正确和表面退化。这些问题几乎总是源于对三个关键变量失去控制:温度、时间和冷却速率。
热处理故障并非随机事件。它们是由于所选工艺参数、材料性能和零件物理设计之间不匹配而导致的可预测结果。了解根本原因才是预防的关键。
热处理故障的剖析
故障大致可分为四种主要类型。每种类型都指向工艺、材料或设计中的不同问题。
尺寸和形状故障(变形和翘曲)
变形是指零件尺寸或形状相对于其原始尺寸发生变化。这发生在不均匀加热或冷却的情况下。
当钢材被加热和冷却时,它会膨胀和收缩。如果组件的一部分比另一部分加热或冷却得更快,这些体积变化会产生内应力,从而使零件永久弯曲、扭曲或翘曲。
机械故障(开裂和脆性)
开裂是最具灾难性的故障。淬火裂纹是最常见的形式,当快速冷却产生的热应力超过材料强度时发生。
这在淬透性高的钢材或几何形状复杂的零件中尤为常见。脆性虽然不那么明显,但同样危险,当零件达到高硬度但没有韧性时就会发生,使其在冲击下容易断裂。
表面完整性故障(脱碳、氧化皮和点蚀)
这些故障与热零件和炉内气氛之间的化学反应有关。
脱碳是表面碳的流失,导致形成一层柔软的外层,其耐磨性和疲劳强度较差。氧化皮或氧化会在表面形成粗糙、易剥落的层,这会影响最终尺寸和性能。
微观结构和性能故障(硬度不正确和软点)
这是一个隐蔽但关键的故障。零件可能看起来很完美,但它缺乏所需的内部结构和机械性能。
这可能表现为软点(未能硬化的区域),或者整个零件可能太软或太硬。这是未能达到正确温度或冷却零件过慢以形成所需微观结构(例如马氏体)的直接结果。

根本原因分析:追溯故障的来源
查明原因需要审视整个过程,而不仅仅是最终的淬火步骤。
加热问题
加热零件过快是变形的主要原因。表面加热和膨胀比核心快得多,在零件甚至达到目标温度之前就产生了内应力。
保温问题
“保温”阶段,即零件保持在一定温度下,对于金相转变至关重要。如果时间太短,转变不完全,导致软点。如果时间太长,晶粒会生长过大,降低韧性。
冷却(淬火)问题
冷却阶段是大多数开裂故障发生的地方。对于材料或几何形状而言,过于剧烈(过快)的淬火会导致巨大的热应力。相反,过慢的淬火将无法达到必要的硬度。
淬火介质的选择——水、油、聚合物或空气——是整个过程中最重要的决定之一。
预先存在的材料和设计缺陷
通常,热处理过程会因更早开始的故障而受到指责。含有夹杂物的劣质钢材、重型加工产生的残余应力或不良的零件设计都可能导致故障。
了解权衡和常见陷阱
实现完美结果涉及平衡相互竞争的因素。了解这些权衡对于成功至关重要。
硬度与韧性
热处理中的基本权衡是,随着硬度的增加,韧性(和延展性)通常会降低。追求最大硬度往往会增加脆性和开裂的风险。目标始终是为应用找到最佳平衡点。
速度与控制
试图通过过快加热或冷却来加速热处理循环是一种错误的节约。它是导致变形和淬火裂纹的主要原因之一。成功的工艺优先考虑均匀性和控制,而不是原始速度。
忽略零件几何形状
设计是一个关键且经常被忽视的因素。尖锐的内角、靠近边缘的钻孔以及从厚到薄截面的突然变化都是应力集中器。这些区域以不同的速率冷却,并成为淬火过程中形成裂纹的主要位置。
预防故障的积极方法
通过了解故障背后的原理,您可以设计出稳健且可重复的热处理工艺。
- 如果您的主要重点是实现特定的机械性能(例如硬度):您必须绝对精确地控制保温温度和淬火速率。
- 如果您的主要重点是保持尺寸精度:优先考虑缓慢、均匀的加热和冷却,并考虑在主工艺之前和之后增加应力消除步骤。
- 如果您的主要重点是防止开裂:选择能够达到所需硬度的最慢淬火速度,并与设计师合作消除零件中的尖锐内角。
- 如果您的主要重点是表面光洁度:您必须使用受控的炉气氛或保护涂层来防止脱碳和氧化。
掌握这些变量将热处理从风险源转变为创建高性能组件的强大工具。
总结表:
| 故障类型 | 常见原因 | 关键预防策略 |
|---|---|---|
| 尺寸变形 | 不均匀加热/冷却 | 优先采用缓慢、均匀的加热和冷却循环 |
| 开裂和脆性 | 剧烈淬火,材料缺陷 | 使用较慢的淬火介质;消除设计中的应力集中器 |
| 表面脱碳 | 不受控制的炉气氛 | 加热时使用保护气氛或涂层 |
| 硬度不正确/软点 | 温度或保温时间不准确 | 确保精确的温度控制和完全转变 |
在故障发生前阻止热处理故障
不要让变形、开裂或软点等不可预测的故障损害您的组件并影响您的利润。根本原因通常在于您的工艺与材料不匹配。
在 KINTEK,我们专注于提供您所需的精密实验室设备和耗材,以掌握温度、气氛和冷却等关键变量。无论您需要具有精确温度控制的可靠炉具、合适的淬火介质还是专家建议,我们都是您开发稳健且可重复的热处理工艺的合作伙伴。
实现一致的硬度、完美的尺寸和卓越的表面完整性。立即联系我们的专家,讨论 KINTEK 解决方案如何增强您的实验室能力并确保您的热处理成功。
图解指南