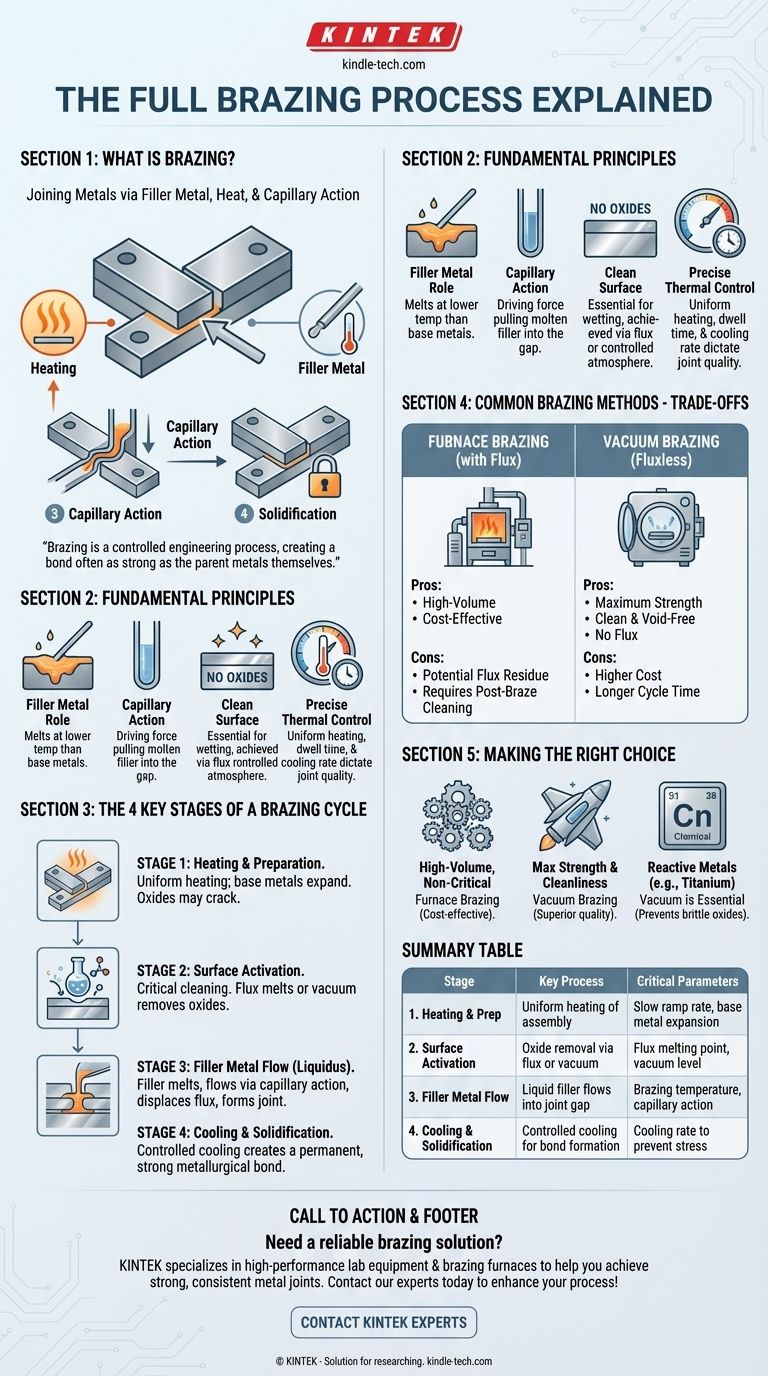
钎焊工艺的核心是一种通过加热金属并使用熔点低于母材的填充金属来连接金属的方法。熔融的填充金属通过毛细作用被吸入部件之间的紧密间隙中,冷却后凝固,形成牢固、永久的冶金结合。整个过程在精确的热控制下进行,以确保最终接头的完整性。
钎焊不仅仅是熔化填充材料。它是一个受控的工程过程,依靠清洁的表面、精确的温度以及毛细作用的物理力之间的相互作用,形成通常与母材本身一样坚固的结合。
钎焊的基本原理
要完全理解钎焊过程,您必须掌握其成功的核心原理。它不是一个简单的粘合操作,而是分子层面的复杂相互作用。
填充金属的作用
整个过程都取决于填充金属,也称为钎焊合金。它经过专门设计,其熔点低于要连接的母材。这确保了连接的部件在过程中不会熔化或变形。
毛细作用:驱动力
钎焊之所以有效,是因为一种称为毛细作用的现象。在两个工件之间设计一个非常小的、均匀的间隙。当填充金属熔化并变为液体时,它会自动被吸入该间隙,无论重力方向如何,都能完全填充接头。
清洁表面的重要性
为了形成牢固的结合,熔融的填充金属必须能够“润湿”母材表面。只有当表面完全没有氧化物和污染物时,这才是可能的。钎焊工艺通过以下两种方式之一实现此目的:助焊剂或受控气氛。
精确的热控制
最后一个关键要素是热量控制。组件必须均匀加热到“钎焊温度”——高于填充金属的熔点但低于母材的熔点。在此温度下的停留时间以及随后的冷却速率是决定最终接头强度和微观结构的关键参数。
钎焊周期的四个关键阶段
虽然具体参数各不相同,但几乎每个钎焊操作都遵循一致的四阶段热循环。
阶段1:加热和准备
整个组件被缓慢而均匀地加热。随着温度升高,母材膨胀。在使用助焊剂的工艺中,这种热膨胀会导致金属表面脆性氧化层开裂,为助焊剂渗透提供初始路径。
阶段2:表面活化
这是最关键的清洁阶段。
- 在基于助焊剂的钎焊中,助焊剂熔化(例如,铝为565-572°C)并变得具有化学活性,积极溶解和置换表面氧化物。
- 在真空钎焊中,低压环境本身就起到此作用,通过对金属进行脱氧并蒸发污染物。
阶段3:填充金属流动(液相线)
随着温度继续升高到指定的钎焊温度(例如,某些铝合金为577-600°C),填充金属熔化。在毛细作用的驱动下,现在呈液态的填充金属流入工件之间清洁、狭窄的间隙,置换液态助焊剂并形成接头。
阶段4:冷却和凝固
组件以受控方式冷却。填充金属凝固,在两种母材之间形成牢固、永久的冶金结合。适当的冷却可防止热应力并确保最终接头的所需性能。
理解权衡:常见的钎焊方法
“完整过程”还包括理解如何应用它,因为所选择的方法具有重要的影响。
炉中钎焊(带助焊剂或气氛)
在炉中钎焊中,整个组件被放置在炉内并加热。这种方法对于大批量生产非常高效,因为它可以同时创建数千个接头。在露天进行时,它需要使用助焊剂来保护接头区域免受氧化。
主要的权衡是助焊剂残留的可能性。这种残留物通常具有腐蚀性,必须在钎焊后操作中彻底清洁,这增加了过程的步骤和成本。
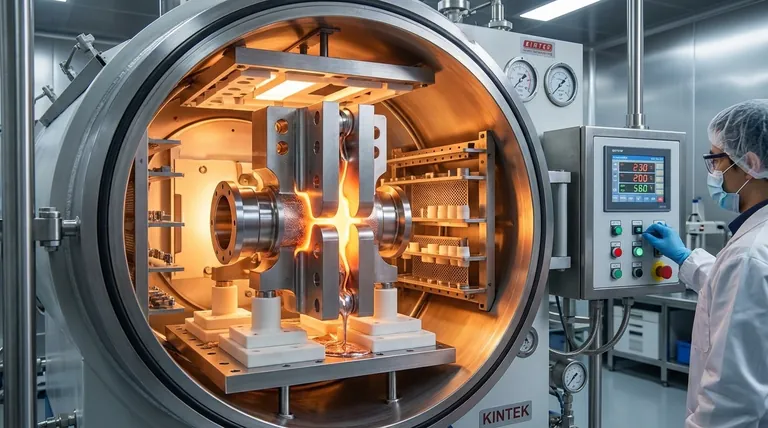
真空钎焊(无助焊剂)
真空钎焊在高度真空室中进行。真空本身可以防止氧化,完全消除了对助焊剂的需求。这会产生异常清洁、坚固且无空隙的接头,使其成为航空航天、医疗和电子等关键、高性能应用的首选方法。
权衡是成本和周期时间。真空炉代表着巨大的资本投资,抽真空和运行热循环的过程比大气炉钎焊慢。
为您的目标做出正确选择
了解完整的流程使您能够根据项目的成本、产量和性能的具体要求选择正确的方法。
- 如果您的主要重点是非关键部件的大批量生产:传统的带助焊剂的炉中钎焊通常是最具成本效益的方法,但请务必考虑钎焊后清洁要求。
- 如果您的主要重点是最大的接头强度和清洁度:真空钎焊是卓越的选择,通过消除助焊剂夹带和污染的风险,提供优质结果。
- 如果您正在连接钛或高温合金等活性金属:受控气氛,尤其是真空,不是可选的——它对于防止形成会损害接头的脆性氧化物至关重要。
掌握钎焊过程意味着通过控制这些基本变量,从一开始就设计接头,以实现可靠和坚固的连接。
总结表:
| 阶段 | 关键过程 | 关键参数 |
|---|---|---|
| 1. 加热与准备 | 组件均匀加热 | 缓慢升温速率,母材膨胀 |
| 2. 表面活化 | 通过助焊剂或真空去除氧化物 | 助焊剂熔点,真空度 |
| 3. 填充金属流动 | 液态填充金属流入接头间隙 | 钎焊温度,毛细作用 |
| 4. 冷却与凝固 | 受控冷却以形成结合 | 冷却速率以防止应力 |
| 方法比较 | 炉中钎焊 | 真空钎焊 |
| 大批量,成本效益高 | 最大强度,无助焊剂,清洁 | |
| 需要钎焊后助焊剂清洁 | 成本较高,循环时间较长 |
您的实验室或生产线需要可靠的钎焊解决方案吗? KINTEK 专注于高性能实验室设备,包括钎焊炉和耗材,帮助您实现坚固、一致的金属接头。无论您需要大批量炉中钎焊还是用于关键应用的精密真空钎焊,我们的专业知识都能确保最佳结果。立即联系我们的专家,讨论您的具体钎焊要求,并了解 KINTEK 如何改进您的连接工艺。
图解指南