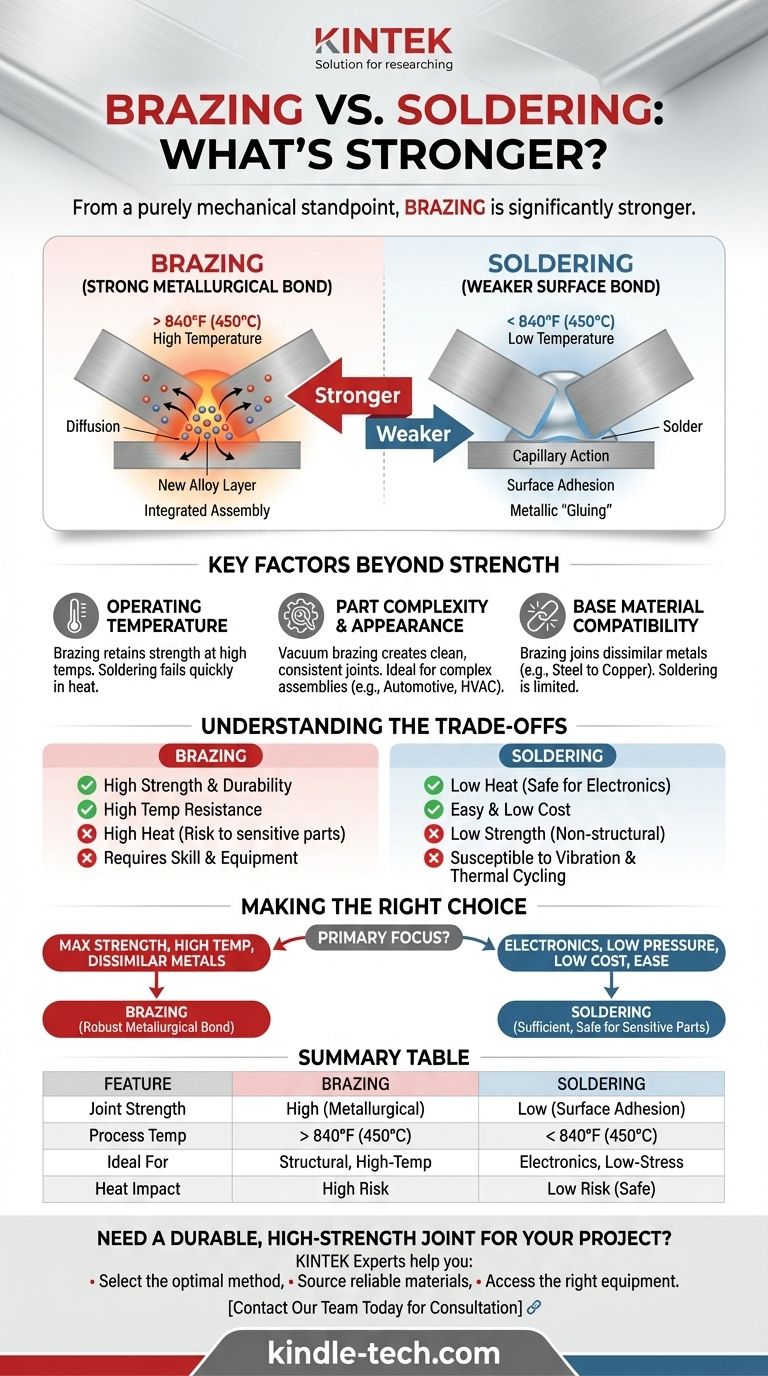
从纯粹的机械角度来看,钎焊比软钎焊(锡焊)能形成明显更坚固的接头。该工艺使用更高的温度——高于 840°F (450°C)——这使得填充金属能够与母材形成深层的冶金结合。这会产生一个通常与被连接的金属一样坚固,甚至更坚固的连接。
核心区别不仅在于填充材料,还在于结合本身的性质。软钎焊是一种表面连接,而钎焊则形成一种熔合的、原子间的结合,从根本上改变了接头的性质,并提供了远超的强度。
根本区别:为什么温度决定强度
钎焊和软钎焊接头之间的区别在于微观层面发生的情况。840°F (450°C) 的温度阈值是决定所形成结合类型的关键分界线。
软钎焊:表面级结合
软钎焊是一种低温工艺。填充金属,即焊料,熔化并通过毛细作用被吸入接头,但它主要附着在母材的表面。
可以将其视为一种金属“粘合”。虽然它能有效地建立电气连续性或密封低压连接,但结合本身并没有与母材显著熔合。
钎焊:冶金结合
钎焊在更高的温度下进行。这种强烈的热量会导致扩散,即填充金属和母材的原子在接头界面处积极地相互混合。
这个过程在接缝处形成了一个新的、独特的合金层。接头成为组件的一个集成、连续的部分,而不仅仅是两块粘在一起的部件。这种冶金转变是钎焊卓越强度的来源。

超越纯粹强度的关键因素
虽然钎焊更坚固,但最佳选择取决于具体的应用。还需要考虑其他几个关键因素。
操作温度
接头的强度只有在其能够承受其操作环境时才有用。钎焊接头在比软钎焊接头高得多的温度下仍能保持其强度。
如果使用温度接近焊料的低熔点,软钎焊接头会迅速失效。
零件复杂性和外观
钎焊技术,例如真空钎焊,可以生产出极其清洁、无氧化的接头。此工艺非常适合复杂组件,并提供出色的零件一致性,这在汽车和 HVAC 系统等行业中至关重要。
母材兼容性
钎焊具有出色的通用性,可用于连接各种异种金属,例如钢与铜或不锈钢与黄铜。软钎焊通常更限于铜、黄铜和镀锡组件等金属。
了解权衡
选择更坚固的方法并不总是正确的决定。每种工艺都有显著的权衡,可能使其不适合特定任务。
钎焊的缺点:热量和技能
钎焊所需的高温是其最大的优势,也是其最大的弊端。这种热量很容易损坏附近的敏感组件,例如电子设备或密封件。
此外,热量会改变母材的回火或热处理,如果控制不当,可能会削弱零件本身。钎焊需要更高的技能和更复杂的设备才能正确执行。
软钎焊的局限性:机械应力
软钎焊接头根本不适用于高应力或结构应用。它们的强度比钎焊或焊接接头低几个数量级。
它们也更容易因振动、冲击和显著的热循环等因素而失效。对于任何承重部件,软钎焊几乎从不适用。
为您的应用做出正确选择
您的决定必须以项目特定的工程要求为指导。在强度需求与热量和复杂性风险之间取得平衡。
- 如果您的主要关注点是最大机械强度或高温性能:钎焊是正确且必要的选择,因为它能形成坚固的冶金结合。
- 如果您的主要关注点是连接电子元件或低压水管:软钎焊能以较低的成本和温度提供足够的强度,保护敏感部件免受热损伤。
- 如果您的主要关注点是异种金属之间清洁的结构结合:钎焊为钢和铜等材料之间创建坚固、永久的接头提供了卓越的强度和兼容性。
- 如果您的主要关注点是非结构部件的易用性和低成本:软钎焊是更易于操作且更宽容的工艺,所需专业设备和技能较少。
最终,选择正确的方法需要清楚地了解接头所需的强度、其操作环境以及材料的热敏性。
总结表:
| 特点 | 钎焊 | 软钎焊(锡焊) |
|---|---|---|
| 接头强度 | 高(冶金结合) | 低(表面附着) |
| 工艺温度 | > 840°F (450°C) | < 840°F (450°C) |
| 适用于 | 结构件、高温、异种金属 | 电子产品、低应力密封 |
| 热量对零件的影响 | 高(有翘曲/回火损失风险) | 低(对敏感部件安全) |
您的项目需要耐用、高强度的接头吗?
在钎焊和软钎焊之间做出选择对于您的组件的性能和寿命至关重要。KINTEK 的专家专注于为这两种工艺提供合适的设备和耗材,确保您的实验室或生产线每次都能实现完美、可靠的结合。
我们帮助您:
- 为您的特定材料和性能要求选择最佳连接方法。
- 采购可靠的钎焊合金和焊料,确保一致、高质量的结果。
- 获取合适的设备,用于真空钎焊等清洁、受控的工艺。
不要在接头完整性上妥协。让 KINTEK 在实验室设备和耗材方面的专业知识加强您的工作。立即联系我们的团队进行个性化咨询!
图解指南