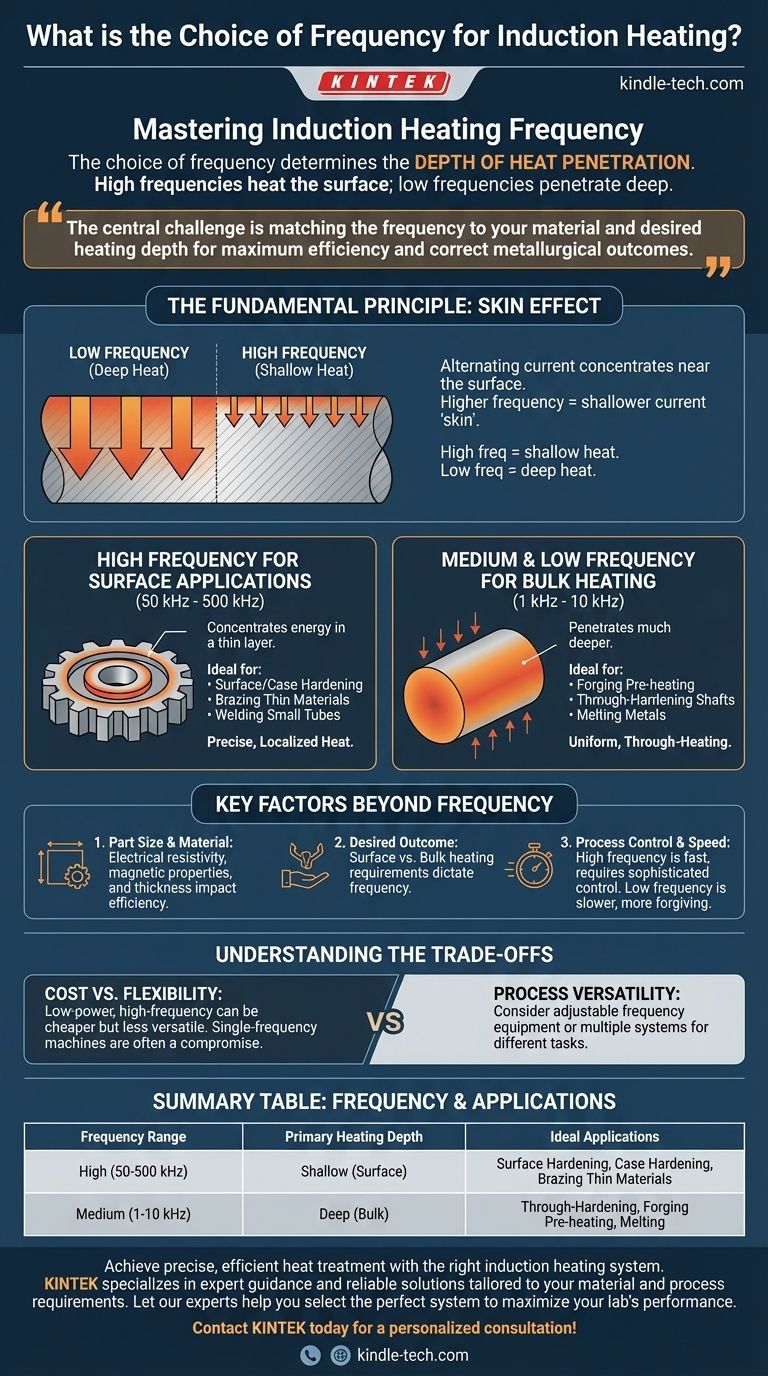
从根本上说,感应加热的频率选择取决于所需的加热穿透深度。高频加热零件表面,而低频则更深入地穿透材料。频率与加热深度之间的这种关系是选择适合您工艺的正确设备的最重要因素。
核心挑战不是找到一个“最佳”频率,而是将频率与您的材料和所需的加热深度相匹配。这确保您只加热工件中您打算加热的部分,从而最大限度地提高效率并实现正确的冶金结果。
基本原理:频率与加热深度
感应加热的有效性取决于一种称为趋肤效应的物理现象。理解这一原理是做出明智频率选择的关键。
趋肤效应解释
当交流电流流过导电体时,它倾向于集中在表面附近。电流频率越高,这种效应越明显,电流“趋肤”越浅。
由于电流是产生热量的原因,这意味着高频产生浅层热量,而低频产生深层热量。
高频用于表面应用
当您需要快速加热零件表面而不会显著影响核心时,使用高频(通常认为是50 kHz至500 kHz)。能量集中在非常薄的层中。
这使其非常适合表面硬化、渗碳、薄材料钎焊和小型管材焊接等工艺,在这些工艺中您需要精确的局部热量。
中低频用于整体加热
中频(通常为1 kHz至10 kHz)允许电流更深入地穿透材料。这用于需要均匀、整体加热的应用。
这是用于锻造大型钢坯的预热、轴的整体淬火或坩埚中金属熔化等应用的首选,在这些应用中,材料的整个体积都需要达到目标温度。

超越频率的关键因素
虽然频率控制深度,但其他因素会影响最终决策和加热过程的整体效率。
零件尺寸和材料
工件本身的特性至关重要。材料的电阻率和磁性(特别是钢在居里温度以下)会影响它与磁场的耦合效率。
此外,加热深度必须适合零件的厚度。对非常薄的零件使用低频和深穿透深度是低效的,因为大部分磁场将直接穿过它而不会产生热量。
期望的结果
具体的制造目标决定了加热曲线。表面硬化需要坚硬的外壳和柔软、韧性的核心,这需要高频表面热量。相反,锻造需要整个工件具有可塑性,这需要深度、均匀的低频热量。
理解权衡
选择感应系统很少是一个简单的选择。您必须平衡性能、成本和多功能性。
设备成本与灵活性
低功率、高频设备可能比高功率、中频设备便宜。然而,在某些情况下,两者可能对特定工件实现相似的加热效果。决策涉及分析初始购买成本与长期运营效率和吞吐量。
“一刀切”的陷阱
单频感应机针对特定应用范围进行了优化。如果您需要对小型齿轮进行表面硬化,并对大型轴进行整体加热,那么一台机器将是一个折衷方案。它可能很好地完成一项任务,而低效地完成另一项任务。
过程控制和速度
更高的频率可以极快地加热表面。这对于大批量生产非常有利,但需要更复杂的工艺控制以防止过热、变形或开裂。低频工艺速度较慢,但通常更宽容。
为您的目标做出正确选择
根据您需要实现的主要冶金目标做出决定。
- 如果您的主要重点是表面硬化或渗碳:选择高频(50-500 kHz),将热量集中在表面而不影响核心。
- 如果您的主要重点是整体加热或锻造预热:选择中频或低频(1-10 kHz),以确保热量深入均匀地穿透。
- 如果您的主要重点是钎焊或焊接:对于薄零件或小接头使用高频,对于需要更多热浸的较厚截面使用中频。
- 如果您的主要重点是工艺多功能性:考虑具有可调频率设置的设备,或准备投资多个针对不同任务优化的系统。
最终,选择正确的频率将感应从简单的热源转变为精确、可控的制造工具。
总结表:
| 频率范围 | 主要加热深度 | 理想应用 |
|---|---|---|
| 高频 (50-500 kHz) | 浅层(表面) | 表面硬化、渗碳、薄材料钎焊 |
| 中频 (1-10 kHz) | 深层(整体) | 整体淬火、锻造预热、熔化 |
使用正确的感应加热系统实现精确、高效的热处理。
选择正确的频率对于您的应用成功至关重要,它影响着从冶金结果到生产效率的一切。KINTEK 专注于提供实验室设备和耗材,提供专家指导和可靠的感应加热解决方案,以满足您的特定材料和工艺要求。
让我们的专家帮助您选择完美的系统,以最大限度地提高您实验室的性能。立即联系 KINTEK 进行个性化咨询!
图解指南